
Page 48 - 理化检验-物理分册2025年第二期
P. 48
苏文涛:全自动熔融炉制样方法
数据分析发送的全自动产线是现在乃至未来的必经
之路。
2021年初, 国内首次引进成套全自动熔融炉,其
涵盖自动配样、自动熔融、自动铸片、自动清洗等单
元,但国内对全自动配比的相关研究较少。笔者通
过改善天平环境、优化助熔剂粒度、改变试样上下层
的助熔剂质量分数、优化熔融温度控制,提出了一种
符合自动化熔融制样的配比方法,研究结果可为全
图 1 全自动熔融压片试样的宏观形貌
自动化实验室的建设提供帮助。
1 熔融制样配比方法
1.1 传统手工配比
手动称量的数据无法自动储存、无法复原,且精
密度难以保证。在安全方面,内标试剂的主要成分
是钴,而钴粉尘会引起硬质合金病、过敏性或刺激性
皮炎,操作人员长期暴露于钴粉中,会对人体健康产
生一定的影响。
图 2 试样表面存在大量气泡外观
1.2 全自动配比
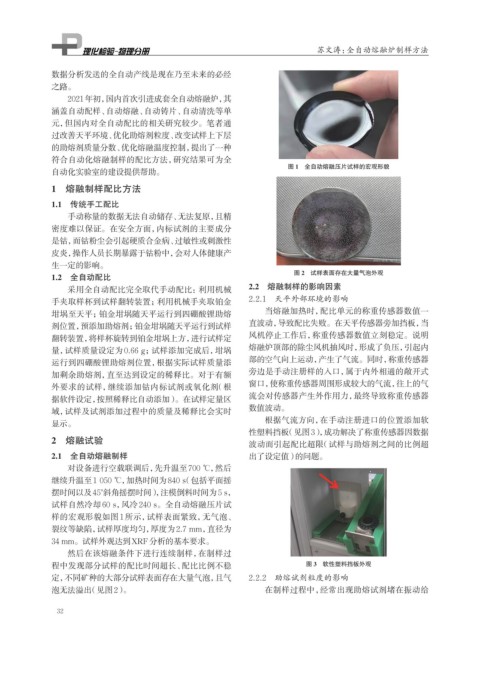
采用全自动配比完全取代手动配比:利用机械 2.2 熔融制样的影响因素
手夹取样杯到试样翻转装置;利用机械手夹取铂金 2.2.1 天平外部环境的影响
坩埚至天平;铂金坩埚随天平运行到四硼酸锂助熔 当熔融加热时,配比单元的称重传感器数值一
剂位置,预添加助熔剂;铂金坩埚随天平运行到试样 直波动,导致配比失败。在天平传感器旁加挡板,当
翻转装置,将样杯旋转到铂金坩埚上方,进行试样定 风机停止工作后,称重传感器数值立刻稳定。说明
量,试样质量设定为0.66 g;试样添加完成后,坩埚 熔融炉顶部的除尘风机抽风时,形成了负压,引起内
运行到四硼酸锂助熔剂位置,根据实际试样质量添 部的空气向上运动,产生了气流。同时,称重传感器
加剩余助熔剂,直至达到设定的稀释比。对于有额 旁边是手动注册样的入口,属于内外相通的敞开式
外要求的试样,继续添加钴内标试剂或氧化剂(根 窗口,使称重传感器周围形成较大的气流,往上的气
据软件设定,按照稀释比自动添加)。在试样定量区 流会对传感器产生外作用力,最终导致称重传感器
数值波动。
域,试样及试剂添加过程中的质量及稀释比会实时
显示。 根据气流方向,在手动注册进口的位置添加软
性塑料挡板(见图3),成功解决了称重传感器因数据
2 熔融试验
波动而引起配比超限(试样与助熔剂之间的比例超
2.1 全自动熔融制样 出了设定值)的问题。
对设备进行空载联调后,先升温至700 ℃,然后
继续升温至1 050 ℃,加热时间为840 s(包括平面摇
摆时间以及45°斜角摇摆时间) ,注模倒料时间为5 s,
试样自然冷却60 s,风冷240 s。全自动熔融压片试
样的宏观形貌如图1所示,试样表面紧致,无气泡、
裂纹等缺陷,试样厚度均匀,厚度为2.7 mm,直径为
34 mm。试样外观达到XRF分析的基本要求。
然后在该熔融条件下进行连续制样,在制样过
程中发现部分试样的配比时间超长、配比比例不稳 图 3 软性塑料挡板外观
定,不同矿种的大部分试样表面存在大量气泡,且气 2.2.2 助熔试剂粒度的影响
泡无法溢出(见图2)。 在制样过程中,经常出现助熔试剂堵在振动给
32