
Page 49 - 理化检验-物理分册2025年第二期
P. 49
苏文涛:全自动熔融炉制样方法
料装置内的现象,导致配比时间延长,且稀释比未 聚集堵塞。
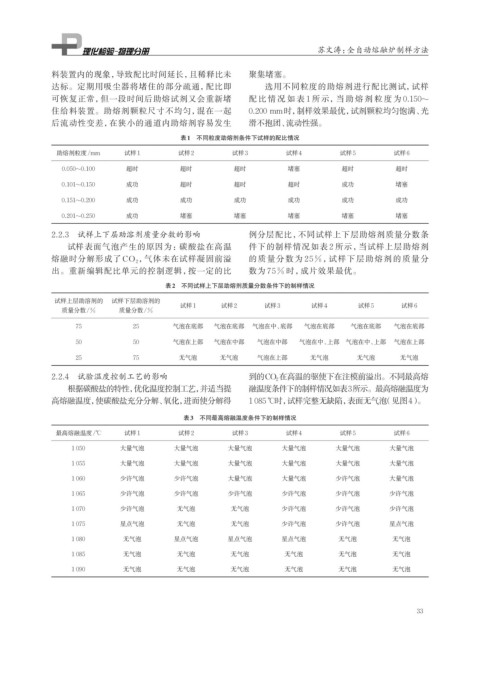
达标。定期用吸尘器将堵住的部分疏通,配比即 选用不同粒度的助熔剂进行配比测试,试样
可恢复正常,但一段时间后助熔试剂又会重新堵 配比情况如表 1 所示,当助熔剂粒度为 0.150~
住给料装置。助熔剂颗粒尺寸不均匀,混在一起 0.200 mm时,制样效果最优,试剂颗粒均匀饱满、光
后流动性变差,在狭小的通道内助熔剂容易发生 滑不抱团、流动性强。
表1 不同粒度助熔剂条件下试样的配比情况
助熔剂粒度/mm 试样1 试样2 试样3 试样4 试样5 试样6
0.050~0.100 超时 超时 超时 堵塞 超时 超时
0.101~0.150 成功 超时 超时 超时 成功 堵塞
0.151~0.200 成功 成功 成功 成功 成功 成功
0.201~0.250 成功 堵塞 堵塞 堵塞 堵塞 堵塞
2.2.3 试样上下层助溶剂质量分数的影响 例分层配比,不同试样上下层助熔剂质量分数条
试样表面气泡产生的原因为:碳酸盐在高温 件下的制样情况如表 2 所示,当试样上层助熔剂
熔融时分解形成了 CO 2 ,气体未在试样凝固前溢 的质量分数为 25%,试样下层助熔剂的质量分
出。重新编辑配比单元的控制逻辑,按一定的比 数为 75% 时, 成片效果最优。
表2 不同试样上下层助熔剂质量分数条件下的制样情况
试样上层助溶剂的 试样下层助溶剂的
试样1 试样2 试样3 试样4 试样5 试样6
质量分数/% 质量分数/%
75 25 气泡在底部 气泡在底部 气泡在中、底部 气泡在底部 气泡在底部 气泡在底部
50 50 气泡在上部 气泡在中部 气泡在中部 气泡在中、上部 气泡在中、上部 气泡在上部
25 75 无气泡 无气泡 气泡在上部 无气泡 无气泡 无气泡
2.2.4 试验温度控制工艺的影响 到的CO 2 在高温的驱使下在注模前溢出。不同最高熔
根据碳酸盐的特性,优化温度控制工艺,并适当提 融温度条件下的制样情况如表3所示。最高熔融温度为
高熔融温度,使碳酸盐充分分解、氧化,进而使分解得 1 085 ℃时, 试样完整无缺陷,表面无气泡(见图4)。
表3 不同最高熔融温度条件下的制样情况
最高熔融温度/℃ 试样1 试样2 试样3 试样4 试样5 试样6
1 050 大量气泡 大量气泡 大量气泡 大量气泡 大量气泡 大量气泡
1 055 大量气泡 大量气泡 大量气泡 大量气泡 大量气泡 大量气泡
1 060 少许气泡 少许气泡 大量气泡 大量气泡 少许气泡 大量气泡
1 065 少许气泡 少许气泡 少许气泡 少许气泡 少许气泡 少许气泡
1 070 少许气泡 无气泡 无气泡 少许气泡 少许气泡 少许气泡
1 075 星点气泡 无气泡 无气泡 少许气泡 少许气泡 星点气泡
1 080 无气泡 星点气泡 星点气泡 星点气泡 无气泡 无气泡
1 085 无气泡 无气泡 无气泡 无气泡 无气泡 无气泡
1 090 无气泡 无气泡 无气泡 无气泡 无气泡 无气泡
33