
Page 29 - 理化检验-物理分册2025年第一期
P. 29
何 群,等:激光熔覆铁基涂层的显微组织和磨损性能
材料 夏比摆锤冲击试验方法》制备一定形状(V形 层试样耐磨粒磨损性能越好。吹损试验时,吹损介
缺口)和尺寸55 mm×10 mm×10 mm的金属试样。 质为SiO 2 和Al 2 O 3 ,粒度为20~100 μm,吹损压力为
摆锤式冲击试验机处于简支梁状态,以试验机举起 0.4~0.6 MPa,采用质量为200 g和1 000 g的SiO 2 和
的摆锤进行一次冲击,使试样沿缺口冲断,用折断时 Al 2 O 3 混合物吹损基材和涂层,通过被测试样损失质
摆锤重新升起的高度差计算试样的冲击吸收能量, 量评价吹损性能,在一定的试验条件下,损失质量越
其数值越大,材料韧性越好。颗粒冲蚀磨损试验机结 小,表明涂层耐吹损性能越好。
构与日本ACT-JP型试验机类似,试验参数为:冲蚀距 2 试验结果与讨论
离为 100 mm,冲蚀角度为30°和90°, 磨料为棕刚玉,其
2.1 微观形貌与物相组成
粒度为200~300 μm, 压缩空气压力为0.1~0.4 MPa,
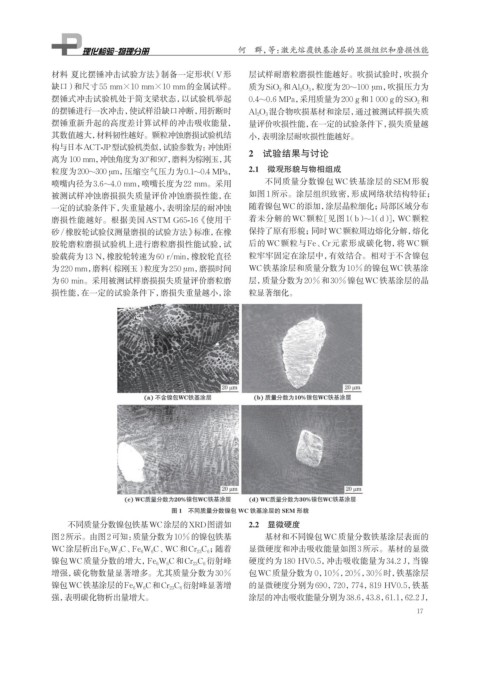
喷嘴内径为3.6~4.0 mm,喷嘴长度为22 mm。采用 不同质量分数镍包WC铁基涂层的SEM形貌
被测试样冲蚀磨损损失质量评价冲蚀磨损性能,在 如图1所示。涂层组织致密,形成网络状结构特征;
一定的试验条件下,失重量越小,表明涂层的耐冲蚀 随着镍包WC的添加,涂层晶粒细化;局部区域分布
磨损性能越好。根据美国ASTM G65-16《使用干 着未分解的WC颗粒[见图1(b)~1(d)],WC颗粒
砂/橡胶轮试验仪测量磨损的试验方法》标准,在橡 保持了原有形貌;同时WC颗粒周边熔化分解,熔化
胶轮磨粒磨损试验机上进行磨粒磨损性能试验,试 后的WC颗粒与Fe、Cr元素形成碳化物,将WC颗
验载荷为13 N,橡胶轮转速为60 r/min,橡胶轮直径 粒牢牢固定在涂层中,有效结合。相对于不含镍包
为220 mm,磨料(棕刚玉)粒度为250 μm,磨损时间 WC铁基涂层和质量分数为10%的镍包WC铁基涂
为60 min。采用被测试样磨损损失质量评价磨粒磨 层,质量分数为20%和30%镍包WC铁基涂层的晶
损性能,在一定的试验条件下,磨损失重量越小,涂 粒显著细化。
图 1 不同质量分数镍包 WC 铁基涂层的 SEM 形貌
不同质量分数镍包铁基WC涂层的XRD图谱如 2.2 显微硬度
图2所示。由图2可知:质量分数为10%的镍包铁基 基材和不同镍包WC质量分数铁基涂层表面的
WC涂层析出Fe 3 W 3 C、Fe 6 W 6 C、WC和Cr 23 C 6 ;随着 显微硬度和冲击吸收能量如图3所示。基材的显微
镍包WC质量分数的增大,Fe 6 W 6 C和Cr 23 C 6 衍射峰 硬度约为180 HV0.5,冲击吸收能量为34.2 J,当镍
增强,碳化物数量显著增多。尤其质量分数为30% 包WC质量分数为 0,10%,20%,30%时,铁基涂层
镍包WC铁基涂层的Fe 6 W 6 C和Cr 23 C 6 衍射峰显著增 的显微硬度分别为690,720,774,819 HV0.5,铁基
强,表明碳化物析出量增大。 涂层的冲击吸收能量分别为38.6,43.8,61.1,62.2 J,
17