
Page 34 - 理化检验-物理分册2025年第一期
P. 34
高学敏,等:TC4钛合金环槽铆钉铆接性能试验
15 a露天贮存性能的可靠性,对陆地环境条件下露 观分析等方法对铆钉断裂原因进行分析。厉晓航 [8]
天贮存5 a、海洋环境条件下露天贮存4 a,陆地环境 采用能谱分析等方法对铆接时冲压力过大导致的摇
条件下露天贮存6 a的环槽铆钉性能进行全面系统 臂断裂原因进行分析。
分析,得出环槽铆钉在航天产品上使用安全可靠的 为了验证环槽铆钉对于基体的安装工艺性,分
结论。 别进行了最大、最小夹层条件下的拉脱力及预紧力
邓华等 对工程中常用的铝合金板件环槽铆钉 对比试验,以得到环槽铆钉的安装适应性及相应数
[4]
据规律,并指导实际应用。
搭接连接进行单摩擦面连接情况下试件的受剪试
[5]
验。易志宏等 开展了环槽铆钉双摩擦面连接抗剪 1 试验过程
试验和抗剪疲劳试验,同时以传统高强度螺栓作为 1.1 试验材料
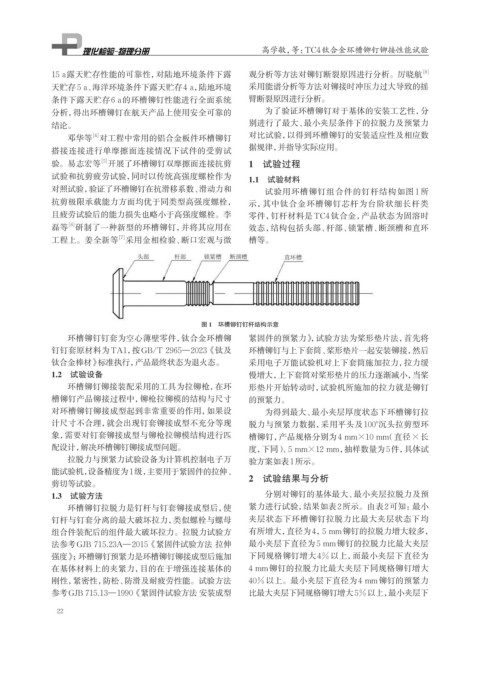
对照试验,验证了环槽铆钉在抗滑移系数、滑动力和 试验用环槽铆钉组合件的钉杆结构如图 1 所
抗剪极限承载能力方面均优于同类型高强度螺栓, 示,其中钛合金环槽铆钉芯杆为台阶状细长杆类
且疲劳试验后的能力损失也略小于高强度螺栓。李 零件,钉杆材料是 TC4 钛合金,产品状态为固溶时
[6]
磊等 研制了一种新型的环槽铆钉,并将其应用在 效态,结构包括头部、杆部、锁紧槽、断颈槽和直环
工程上。姜全新等 采用金相检验、断口宏观与微 槽等。
[7]
图 1 环槽铆钉钉杆结构示意
环槽铆钉钉套为空心薄壁零件,钛合金环槽铆 紧固件的预紧力》,试验方法为桨形垫片法,首先将
钉钉套原材料为TA1,按GB/T 2965—2023《钛及 环槽铆钉与上下套筒、桨形垫片一起安装铆接,然后
钛合金棒材》标准执行,产品最终状态为退火态。 采用电子万能试验机对上下套筒施加拉力,拉力缓
1.2 试验设备 慢增大,上下套筒对桨形垫片的压力逐渐减小,当桨
环槽铆钉铆接装配采用的工具为拉铆枪,在环 形垫片开始转动时,试验机所施加的拉力就是铆钉
槽铆钉产品铆接过程中,铆枪拉铆模的结构与尺寸 的预紧力。
对环槽铆钉铆接成型起到非常重要的作用,如果设 为得到最大、最小夹层厚度状态下环槽铆钉拉
计尺寸不合理,就会出现钉套铆接成型不充分等现 脱力与预紧力数据,采用平头及100°沉头拉剪型环
象,需要对钉套铆接成型与铆枪拉铆模结构进行匹 槽铆钉,产品规格分别为4 mm×10 mm(直径×长
配设计,解决环槽铆钉铆接成型问题。 度,下同)、5 mm×12 mm,抽样数量为5件,具体试
拉脱力与预紧力试验设备为计算机控制电子万 验方案如表1所示。
能试验机,设备精度为1级, 主要用于紧固件的拉伸、
剪切等试验。 2 试验结果与分析
1.3 试验方法 分别对铆钉的基体最大、最小夹层拉脱力及预
环槽铆钉拉脱力是钉杆与钉套铆接成型后,使 紧力进行试验,结果如表2所示。由表2可知:最小
钉杆与钉套分离的最大破坏拉力,类似螺栓与螺母 夹层状态下环槽铆钉拉脱力比最大夹层状态下均
组合件装配后的组件最大破坏拉力。拉脱力试验方 有所增大,直径为4,5 mm铆钉的拉脱力增大较多,
法参考GJB 715.23A—2015《紧固件试验方法 拉伸 最小夹层下直径为5 mm铆钉的拉脱力比最大夹层
强度》;环槽铆钉预紧力是环槽铆钉铆接成型后施加 下同规格铆钉增大4%以上,而最小夹层下直径为
在基体材料上的夹紧力,目的在于增强连接基体的 4 mm铆钉的拉脱力比最大夹层下同规格铆钉增大
刚性,紧密性,防松、防滑及耐疲劳性能。试验方法 40%以上。最小夹层下直径为4 mm铆钉的预紧力
参考GJB 715.13—1990《紧固件试验方法 安装成型 比最大夹层下同规格铆钉增大5%以上, 最小夹层下
22