
Page 50 - 理化检验-物理分册2024年第十期
P. 50
翟莲娜,等:GB/T 2653—2008标准的修改建议
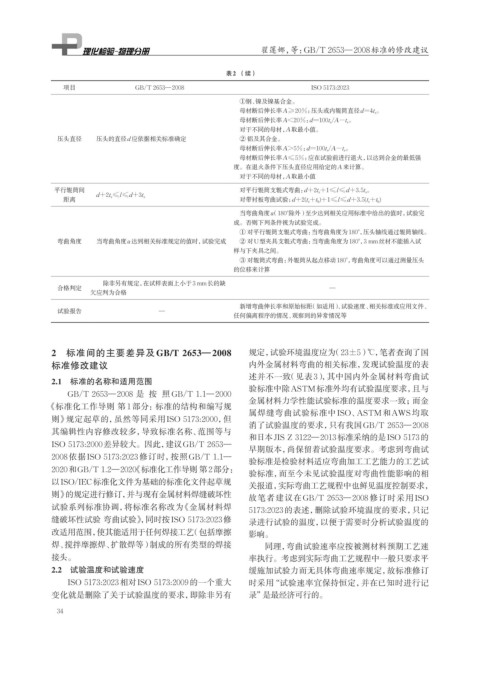
表2 (续)
项目 GB/T 2653—2008 ISO 5173:2023
①钢、镍及镍基合金。
母材断后伸长率A≥20%:压头或内辊筒直径d=4t s 。
母材断后伸长率A<20%: d=100t s /A-t s 。
对于不同的母材, A取最小值。
压头直径 压头的直径d应依据相关标准确定 ② 铝及其合金。
母材断后伸长率A>5%: d=100t s /A-t s 。
母材断后伸长率A≤5%:应在试验前进行退火,以达到合金的最低强
度。在退火条件下压头直径应用给定的A来计算。
对于不同的母材, A取最小值
平行辊筒间 对平行辊筒支辊式弯曲: d+2t s +1≤l≤d+3.5t s 。
距离 d+2t s ≤l≤d+3t s 对带衬板弯曲试验: d+2(t s +t b )+1≤l≤d+3.5(t s +t b )
当弯曲角度α (180°除外) 至少达到相关应用标准中给出的值时,试验完
成。否则下列条件视为试验完成。
① 对平行辊筒支辊式弯曲:当弯曲角度为180°, 压头轴线通过辊筒轴线。
弯曲角度 当弯曲角度α达到相关标准规定的值时,试验完成 ② 对U型夹具支辊式弯曲: 当弯曲角度为180°,3 mm丝材不能插入试
样与下夹具之间。
③ 对辊筒式弯曲:外辊筒从起点移动180°, 弯曲角度可以通过测量压头
的位移来计算
除非另有规定,在试样表面上小于3 mm长的缺
合格判定 —
欠应判为合格
新增弯曲伸长率和原始标距(如适用)、试验速度、相关标准或应用文件、
试验报告 —
任何偏离程序的情况、观察到的异常情况等
2 标准间的主要差异及 GB/T 2653—2008 规定,试验环境温度应为(23±5) ℃,笔者查询了国
标准修改建议 内外金属材料弯曲的相关标准,发现试验温度的表
述并不一致(见表3),其中国内外金属材料弯曲试
2.1 标准的名称和适用范围
验标准中除ASTM标准外均有试验温度要求,且与
GB/T 2653—2008 是 按 照 GB/T 1.1—2000
金属材料力学性能试验标准的温度要求一致;而金
《标准化工作导则 第1部分:标准的结构和编写规
属焊缝弯曲试验标准中ISO、ASTM和AWS均取
则》规定起草的,虽然等同采用ISO 5173:2000,但
消了试验温度的要求,只有我国GB/T 2653—2008
其编辑性内容修改较多,导致标准名称、范围等与 和日本JIS Z 3122—2013标准采纳的是ISO 5173的
ISO 5173:2000差异较大。因此,建议GB/T 2653—
早期版本,尚保留着试验温度要求。考虑到弯曲试
2008 依据ISO 5173:2023 修订时,按照GB/T 1.1—
验标准是检验材料适应弯曲加工工艺能力的工艺试
2020和GB/T 1.2—2020《标准化工作导则 第2部分:
验标准,而至今未见试验温度对弯曲性能影响的相
以ISO/IEC标准化文件为基础的标准化文件起草规 关报道,实际弯曲工艺规程中也鲜见温度控制要求,
则》的规定进行修订,并与现有金属材料焊缝破坏性 故笔者建议在GB/T 2653—2008 修订时采用ISO
试验系列标准协调,将标准名称改为《金属材料焊 5173:2023的表述,删除试验环境温度的要求,只记
缝破坏性试验 弯曲试验》,同时按ISO 5173:2023修 录进行试验的温度,以便于需要时分析试验温度的
改适用范围,使其能适用于任何焊接工艺(包括摩擦 影响。
焊、搅拌摩擦焊、扩散焊等)制成的所有类型的焊接 同理,弯曲试验速率应按被测材料预期工艺速
接头。 率执行。考虑到实际弯曲工艺规程中一般只要求平
2.2 试验温度和试验速度 缓施加试验力而无具体弯曲速率规定,故标准修订
ISO 5173:2023相对ISO 5173:2009的一个重大 时采用“试验速率宜保持恒定,并在已知时进行记
变化就是删除了关于试验温度的要求,即除非另有 录”是最经济可行的。
34