
Page 48 - 理化检验-物理分册2024年第十期
P. 48
翟莲娜,等:GB/T 2653—2008标准的修改建议
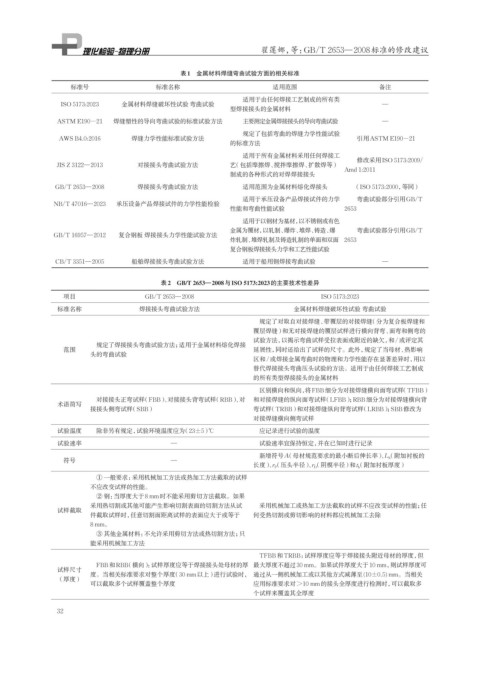
表1 金属材料焊缝弯曲试验方面的相关标准
标准号 标准名称 适用范围 备注
适用于由任何焊接工艺制成的所有类
ISO 5173:2023 金属材料焊缝破坏性试验 弯曲试验 —
型焊接接头的金属材料
ASTM E190-21 焊缝塑性的导向弯曲试验的标准试验方法 主要测定金属焊接接头的导向弯曲试验 —
规定了包括弯曲的焊缝力学性能试验
AWS B4.0:2016 焊缝力学性能标准试验方法 引用ASTM E190-21
的标准方法
适用于所有金属材料采用任何焊接工
修改采用ISO 5173:2009/
JIS Z 3122—2013 对接接头弯曲试验方法 艺(包括摩擦焊、搅拌摩擦焊、扩散焊等)
Amd 1:2011
制成的各种形式的对焊焊接接头
GB/T 2653—2008 焊接接头弯曲试验方法 适用范围为金属材料熔化焊接头 (ISO 5173:2000,等同)
适用于承压设备产品焊接试件的力学 弯曲试验部分引用GB/T
NB/T 47016—2023 承压设备产品焊接试件的力学性能检验
性能和弯曲性能试验 2653
适用于以钢材为基材,以不锈钢或有色
金属为覆材,以轧制、爆炸、堆焊、铸造、爆 弯曲试验部分引用GB/T
GB/T 16957—2012 复合钢板 焊接接头力学性能试验方法
炸轧制、堆焊轧制及铸造轧制的单面和双面 2653
复合钢板焊接接头力学和工艺性能试验
CB/T 3351—2005 船舶焊接接头弯曲试验方法 适用于船用钢焊接弯曲试验 —
表2 GB/T 2653—2008与ISO 5173:2023的主要技术性差异
项目 GB/T 2653—2008 ISO 5173:2023
标准名称 焊接接头弯曲试验方法 金属材料焊缝破坏性试验 弯曲试验
规定了对取自对接焊缝、带覆层的对接焊缝(分为复合板焊缝和
覆层焊缝)和无对接焊缝的覆层试样进行横向背弯、面弯和侧弯的
试验方法,以揭示弯曲试样受拉表面或附近的缺欠,和/或评定其
规定了焊接接头弯曲试验方法;适用于金属材料熔化焊接
范围 延展性,同时还给出了试样的尺寸。此外,规定了当母材、热影响
头的弯曲试验
区和/或焊接金属弯曲时的物理和力学性能存在显著差异时, 用以
替代焊接接头弯曲压头试验的方法。适用于由任何焊接工艺制成
的所有类型焊接接头的金属材料
区别横向和纵向,将FBB细分为对接焊缝横向面弯试样 (TFBB)
对接接头正弯试样(FBB)、对接接头背弯试样(RBB)、对 和对接焊缝的纵向面弯试样(LFBB);RBB细分为对接焊缝横向背
术语简写
接接头侧弯试样(SBB) 弯试样(TRBB)和对接焊缝纵向背弯试样(LRBB);SBB修改为
对接焊缝横向侧弯试样
试验温度 除非另有规定,试验环境温度应为(23±5) ℃ 应记录进行试验的温度
试验速率 — 试验速率宜保持恒定,并在已知时进行记录
新增符号A (母材规范要求的最小断后伸长率)、 L b (附加衬板的
符号 —
长度)、 r P (压头半径)、 r D (阴模半径)和t b (附加衬板厚度)
① 一般要求:采用机械加工方法或热加工方法截取的试样
不应改变试样的性能。
② 钢:当厚度大于8 mm时不能采用剪切方法截取。如果
采用热切割或其他可能产生影响切割表面的切割方法从试 采用机械加工或热加工方法截取的试样不应改变试样的性能;任
试样截取
件截取试样时,任意切割面距离试样的表面应大于或等于 何受热切割或剪切影响的材料都应机械加工去除
8 mm。
③ 其他金属材料:不允许采用剪切方法或热切割方法;只
能采用机械加工方法
TFBB和TRBB:试样厚度应等于焊接接头附近母材的厚度,但
FBB和RBB(横向) :试样厚度应等于焊接接头处母材的厚 最大厚度不超过30 mm。如果试件厚度大于10 mm,则试样厚度可
试样尺寸
度。当相关标准要求对整个厚度(30 mm以上) 进行试验时, 通过从一侧机械加工或以其他方式减薄至(10±0.5) mm。当相关
(厚度)
可以截取多个试样覆盖整个厚度 应用标准要求对>10 mm的接头全厚度进行检测时, 可以截取多
个试样来覆盖其全厚度
32