
Page 66 - 理化检验-物理分册2024年第八期
P. 66
邱容容:35MnBH钢链轨节表面开裂原因
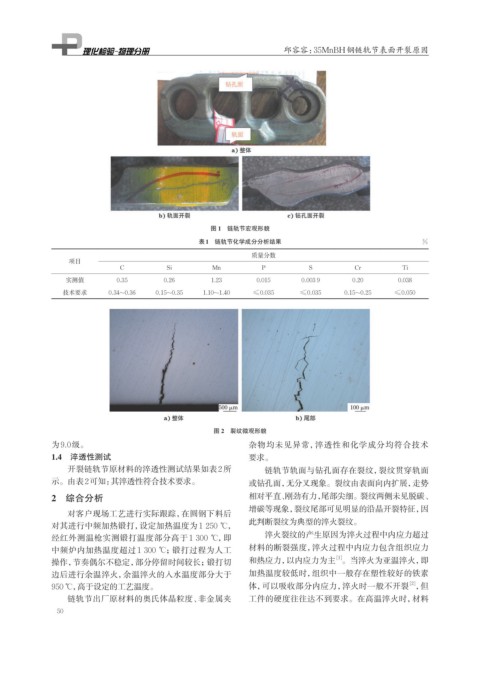
图 1 链轨节宏观形貌
表1 链轨节化学成分分析结果 %
质量分数
项目
C Si Mn P S Cr Ti
实测值 0.35 0.26 1.23 0.015 0.003 9 0.20 0.038
技术要求 0.34~0.36 0.15~0.35 1.10~1.40 ≤0.035 ≤0.035 0.15~0.25 ≤0.050
图 2 裂纹微观形貌
为9.0级。 杂物均未见异常,淬透性和化学成分均符合技术
1.4 淬透性测试 要求。
开裂链轨节原材料的淬透性测试结果如表2所 链轨节轨面与钻孔面存在裂纹,裂纹贯穿轨面
示。由表2可知: 其淬透性符合技术要求。 或钻孔面,无分叉现象。裂纹由表面向内扩展,走势
2 综合分析 相对平直、刚劲有力,尾部尖细。裂纹两侧未见脱碳、
增碳等现象,裂纹尾部可见明显的沿晶开裂特征,因
对客户现场工艺进行实际跟踪,在圆钢下料后
此判断裂纹为典型的淬火裂纹。
对其进行中频加热锻打,设定加热温度为1 250 ℃,
经红外测温枪实测锻打温度部分高于1 300 ℃,即 淬火裂纹的产生原因为淬火过程中内应力超过
中频炉内加热温度超过1 300 ℃;锻打过程为人工 材料的断裂强度,淬火过程中内应力包含组织应力
[1]
操作,节奏偶尔不稳定,部分停留时间较长;锻打切 和热应力,以内应力为主 。当淬火为亚温淬火,即
边后进行余温淬火,余温淬火的入水温度部分大于 加热温度较低时,组织中一般存在塑性较好的铁素
[2]
950 ℃, 高于设定的工艺温度。 体,可以吸收部分内应力,淬火时一般不开裂 ,但
链轨节出厂原材料的奥氏体晶粒度、非金属夹 工件的硬度往往达不到要求。在高温淬火时,材料
50