
Page 62 - 理化检验-物理分册2024年第八期
P. 62
方 元,等:QT500-7球墨铸铁汽车制动钳与支架反白口产生原因
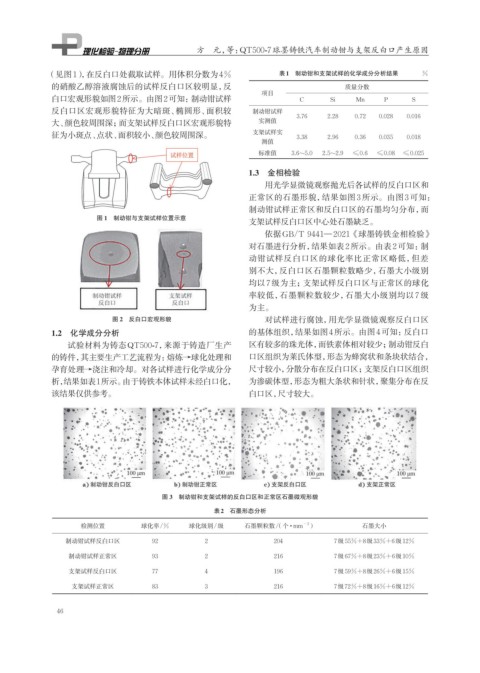
(见图1),在反白口处截取试样。用体积分数为4% 表1 制动钳和支架试样的化学成分分析结果 %
的硝酸乙醇溶液腐蚀后的试样反白口区较明显,反 质量分数
项目
白口宏观形貌如图2所示。由图2可知:制动钳试样 C Si Mn P S
反白口区宏观形貌特征为大暗斑、椭圆形、面积较 制动钳试样
3.76 2.28 0.72 0.028 0.016
大、颜色较周围深;而支架试样反白口区宏观形貌特 实测值
征为小斑点、点状、面积较小、颜色较周围深。 支架试样实 3.38 2.96 0.36 0.035 0.018
测值
标准值 3.6~5.0 2.5~2.9 ≤0.6 ≤0.08 ≤0.025
1.3 金相检验
用光学显微镜观察抛光后各试样的反白口区和
正常区的石墨形貌,结果如图3所示。由图3可知:
制动钳试样正常区和反白口区的石墨均匀分布,而
图 1 制动钳与支架试样位置示意
支架试样反白口区中心处石墨缺乏。
依据GB/T 9441—2021《球墨铸铁金相检验》
对石墨进行分析,结果如表2所示。由表2可知:制
动钳试样反白口区的球化率比正常区略低,但差
别不大,反白口区石墨颗粒数略少,石墨大小级别
均以 7 级为主;支架试样反白口区与正常区的球化
率较低,石墨颗粒数较少,石墨大小级别均以 7 级
为主。
图 2 反白口宏观形貌 对试样进行腐蚀,用光学显微镜观察反白口区
1.2 化学成分分析 的基体组织,结果如图4所示。由图4可知:反白口
试验材料为铸态QT500-7,来源于铸造厂生产 区有较多的珠光体,而铁素体相对较少;制动钳反白
的铸件,其主要生产工艺流程为:熔炼→球化处理和 口区组织为莱氏体型,形态为蜂窝状和条块状结合,
孕育处理→浇注和冷却。对各试样进行化学成分分 尺寸较小,分散分布在反白口区;支架反白口区组织
析,结果如表1所示。 由于铸铁本体试样未经白口化, 为渗碳体型,形态为粗大条状和针状,聚集分布在反
该结果仅供参考。 白口区,尺寸较大。
图 3 制动钳和支架试样的反白口区和正常区石墨微观形貌
表2 石墨形态分析
检测位置 球化率/% 球化级别/级 石墨颗粒数/(个 · mm −2 ) 石墨大小
制动钳试样反白口区 92 2 204 7级55%+8级33%+6级12%
制动钳试样正常区 93 2 216 7级67%+8级23%+6级10%
支架试样反白口区 77 4 196 7级59%+8级26%+6级15%
支架试样正常区 83 3 216 7级72%+8级16%+6级12%
46