
Page 71 - 理化检验-物理分册2024年第九期
P. 71
陈以荟,等:锅炉换热管开裂原因
表2 非金属夹杂物评级结果 级
A类 B类 C类 D类
项目 DS类
细系 粗系 细系 粗系 细系 粗系 细系 粗系
实测值 0.5 0 0.5 0 0 0 0.5 0 0.5
表3 开裂换热管的维氏硬度测试结果 HV5 现象,且热影响区的硬度远高于母材的硬度。在装
测试位置 实测值 平均值 配应力、焊接残余应力及焊接缺陷的综合作用下,裂
焊缝 274,267,269 270 纹优先在马氏体等高组织应力的区域产生,并不断
扩展,最终导致换热管发生开裂 。
[1]
热影响区 453,463,454 457
经过调查,焊接时焊缝位置及近焊缝区域的加
母材 166,170,167 168
热温度可达1 350 ℃,使近焊缝区的奥氏体晶粒异常
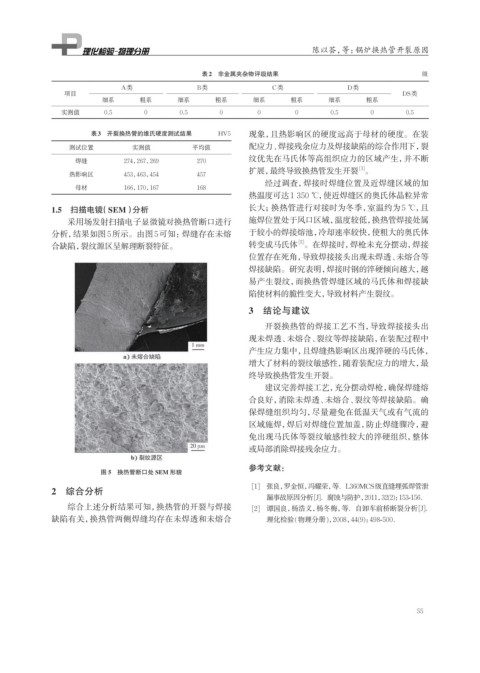
1.5 扫描电镜(SEM)分析 长大;换热管进行对接时为冬季,室温约为5 ℃, 且
采用场发射扫描电子显微镜对换热管断口进行 施焊位置处于风口区域,温度较低,换热管焊接处属
分析,结果如图5所示。由图5可知:焊缝存在未熔 于较小的焊接熔池,冷却速率较快,使粗大的奥氏体
[2]
合缺陷,裂纹源区呈解理断裂特征。 转变成马氏体 。在焊接时,焊枪未充分摆动,焊接
位置存在死角,导致焊接接头出现未焊透、未熔合等
焊接缺陷。研究表明,焊接时钢的淬硬倾向越大,越
易产生裂纹,而换热管焊缝区域的马氏体和焊接缺
陷使材料的脆性变大,导致材料产生裂纹。
3 结论与建议
开裂换热管的焊接工艺不当,导致焊接接头出
现未焊透、未熔合、裂纹等焊接缺陷,在装配过程中
产生应力集中,且焊缝热影响区出现淬硬的马氏体,
增大了材料的裂纹敏感性,随着装配应力的增大,最
终导致换热管发生开裂。
建议完善焊接工艺,充分摆动焊枪,确保焊缝熔
合良好,消除未焊透、未熔合、裂纹等焊接缺陷。确
保焊缝组织均匀,尽量避免在低温天气或有气流的
区域施焊,焊后对焊缝位置加盖,防止焊缝骤冷,避
免出现马氏体等裂纹敏感性较大的淬硬组织,整体
或局部消除焊接残余应力。
参考文献:
图 5 换热管断口处 SEM 形貌
[1] 张良,罗金恒,冯耀荣,等.L360MCS级直缝埋弧焊管泄
2 综合分析
漏事故原因分析[J].腐蚀与防护,2011,32(2):153-156.
综合上述分析结果可知,换热管的开裂与焊接 [2] 谭国良,杨浩义,杨冬梅,等.自卸车前桥断裂分析[J].
缺陷有关,换热管两侧焊缝均存在未焊透和未熔合 理化检验(物理分册),2008,44(9):498-500.
55