
Page 68 - 理化检验-物理分册2024年第九期
P. 68
南艳朋,等:冷轧热镀锌板表面点划伤产生原因
图 8 点划伤缺陷形成机制示意
子内产生凝固态锌 [1-2] 。但露点控制不当会使部分水 机组采用化学清洗和电解清洗的组合方式,其中电
蒸汽凝固在带钢表面,形成漏镀缺陷。因此,在生产 解清洗是将带钢作为阴极或阳极,在带钢表面析出
实践中需选择合适的露点。 氢气或氧气,将附着于带钢表面的油膜破坏。机组
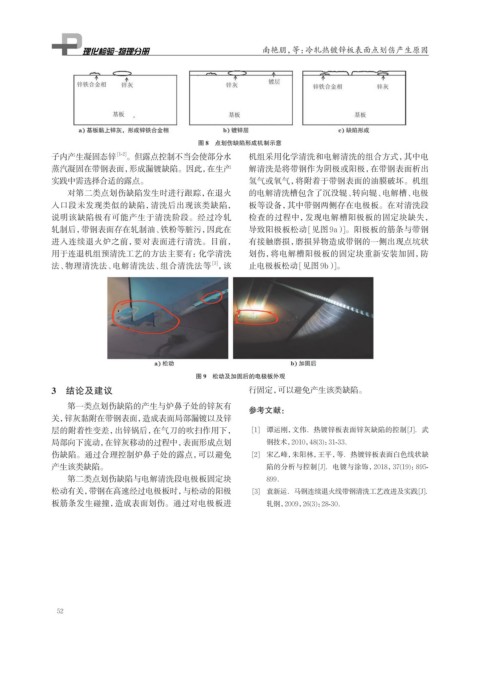
对第二类点划伤缺陷发生时进行跟踪,在退火 的电解清洗槽包含了沉没辊、转向辊、电解槽、电极
入口段未发现类似的缺陷,清洗后出现该类缺陷, 板等设备,其中带钢两侧存在电极板。在对清洗段
说明该缺陷极有可能产生于清洗阶段。经过冷轧 检查的过程中,发现电解槽阳极板的固定块缺失,
轧制后,带钢表面存在轧制油、铁粉等脏污,因此在 导致阳极板松动[见图 9a)]。阳极板的筋条与带钢
进入连续退火炉之前,要对表面进行清洗。目前, 有接触磨损,磨损异物造成带钢的一侧出现点坑状
用于连退机组预清洗工艺的方法主要有:化学清洗 划伤,将电解槽阳极板的固定块重新安装加固,防
[3]
法、物理清洗法、电解清洗法、组合清洗法等 ,该 止电极板松动[见图9b)]。
图 9 松动及加固后的电极板外观
3 结论及建议 行固定,可以避免产生该类缺陷。
第一类点划伤缺陷的产生与炉鼻子处的锌灰有
参考文献:
关,锌灰黏附在带钢表面,造成表面局部漏镀以及锌
层的附着性变差,出锌锅后,在气刀的吹扫作用下, [1] 谭运刚,文伟.热镀锌板表面锌灰缺陷的控制[J].武
局部向下流动,在锌灰移动的过程中,表面形成点划 钢技术,2010,48(3):31-33.
伤缺陷。通过合理控制炉鼻子处的露点,可以避免 [2] 宋乙峰,朱阳林,王平,等.热镀锌板表面白色线状缺
产生该类缺陷。 陷的分析与控制[J].电镀与涂饰,2018,37(19):895-
第二类点划伤缺陷与电解清洗段电极板固定块 899.
松动有关,带钢在高速经过电极板时,与松动的阳极 [3] 袁新运.马钢连续退火线带钢清洗工艺改进及实践[J].
板筋条发生碰撞,造成表面划伤。通过对电极板进 轧钢,2009,26(3):28-30.
52