
Page 29 - 理化检验-物理分册2024年第八期
P. 29
左 鹏,等:汽车车轮用高扩孔率热轧复相钢带的研制
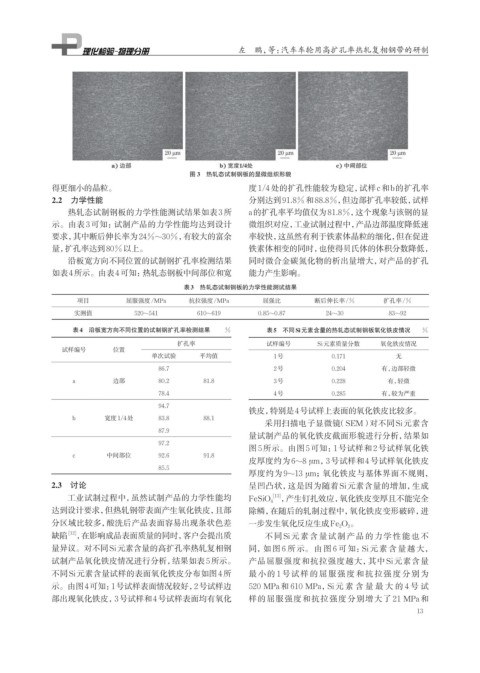
图 3 热轧态试制钢板的显微组织形貌
得更细小的晶粒。 度1/4处的扩孔性能较为稳定,试样c和b的扩孔率
2.2 力学性能 分别达到91.8%和88.8%,但边部扩孔率较低,试样
热轧态试制钢板的力学性能测试结果如表3所 a的扩孔率平均值仅为81.8%,这个现象与该钢的显
示。由表3可知:试制产品的力学性能均达到设计 微组织对应,工业试制过程中,产品边部温度降低速
要求,其中断后伸长率为24%~30%,有较大的富余 率较快,这虽然有利于铁素体晶粒的细化,但在促进
量,扩孔率达到80%以上。 铁素体相变的同时,也使得贝氏体的体积分数降低,
沿板宽方向不同位置的试制钢扩孔率检测结果 同时微合金碳氮化物的析出量增大,对产品的扩孔
如表4所示。由表4可知:热轧态钢板中间部位和宽 能力产生影响。
表3 热轧态试制钢板的力学性能测试结果
项目 屈服强度/MPa 抗拉强度/MPa 屈强比 断后伸长率/% 扩孔率/%
实测值 520~541 610~619 0.85~0.87 24~30 83~92
表4 沿板宽方向不同位置的试制钢扩孔率检测结果 % 表5 不同Si元素含量的热轧态试制钢板氧化铁皮情况 %
扩孔率 试样编号 Si元素质量分数 氧化铁皮情况
试样编号 位置
单次试验 平均值 1号 0.171 无
86.7 2号 0.204 有,边部轻微
a 边部 80.2 81.8 3号 0.228 有,轻微
78.4 4号 0.285 有,较为严重
94.7
铁皮,特别是4号试样上表面的氧化铁皮比较多。
b 宽度1/4处 83.8 88.1
采用扫描电子显微镜(SEM)对不同Si元素含
87.9
量试制产品的氧化铁皮截面形貌进行分析,结果如
97.2
图5所示。由图5可知:1号试样和2号试样氧化铁
c 中间部位 92.6 91.8
皮厚度约为6~8 μm,3号试样和4号试样氧化铁皮
85.5
厚度约为9~13 μm;氧化铁皮与基体界面不规则,
2.3 讨论 呈凹凸状,这是因为随着Si元素含量的增加,生成
工业试制过程中,虽然试制产品的力学性能均 FeSiO 4 ,产生钉扎效应,氧化铁皮变厚且不能完全
[13]
达到设计要求,但热轧钢带表面产生氧化铁皮,且部 除鳞,在随后的轧制过程中,氧化铁皮变形破碎,进
分区域比较多,酸洗后产品表面容易出现条状色差 一步发生氧化反应生成Fe 2 O 3 。
缺陷 [12] ,在影响成品表面质量的同时,客户会提出质 不同Si元素含量试制产品的力学性能也不
量异议。对不同Si元素含量的高扩孔率热轧复相钢 同,如 图 6 所示。由图 6 可 知:Si元素含量越大,
试制产品氧化铁皮情况进行分析,结果如表5所示。 产品屈服强度和抗拉强度越大,其中Si元素含量
不同Si元素含量试样的表面氧化铁皮分布如图4所 最小的 1 号试样的屈服强度和抗拉强度分别为
示。由图4可知:1号试样表面情况较好,2号试样边 520 MPa 和 610 MPa,Si 元素含量最大的 4 号试
部出现氧化铁皮,3号试样和4号试样表面均有氧化 样的屈服强度和抗拉强度分别增大了 21 MPa和
13