
Page 77 - 理化检验-物理分册2024年第七期
P. 77
赵海生,等:冷轧连退带钢力学性能不合格原因
偏低, T V 偏大,退火温度低、时间短,整个再结晶过
程未进行完全,造成材料的强度偏高且断后伸长率
偏低。
3 解决措施
对退火工艺进行追溯,厚度为2.36 mm的Q355XG
钢适宜的退火温度为 A c1 以上 15~25 ℃,即
745~755 ℃。控制明火段温度为745~755 ℃, T V 为
图 3 试样 3 显微组织形貌 115~117。减小板带温度和板带运行速率的波动范
围,保证退火工艺稳定运行,可以使材料获得良好的
力学性能。
4 结论
(1)当退火速率较慢,即T V 较小时,明火段板带
温度升高,当板带温度比A c1 高30 ℃时,组织中珠光
体趋于球化转变,材料的强度明显降低。
(2)当退火速率较快,即T V 较大时,明火段板
带温度下降,当板带温度比A c1 高10 ℃时,晶粒再结
图 4 试样 4 显微组织形貌
晶或者晶粒长大不完全,造成材料强度偏高、断后伸
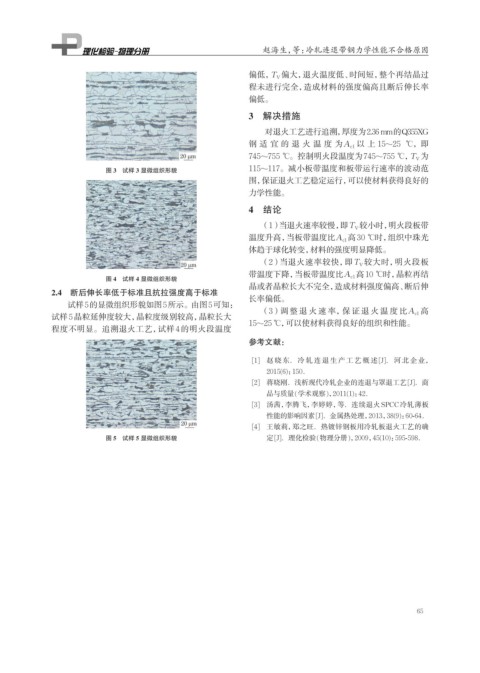
2.4 断后伸长率低于标准且抗拉强度高于标准
长率偏低。
试样5的显微组织形貌如图5所示。由图5可知:
(3)调整退火速率,保证退火温度比A c1 高
试样5晶粒延伸度较大,晶粒度级别较高,晶粒长大
15~25 ℃, 可以使材料获得良好的组织和性能。
程度不明显。追溯退火工艺,试样 4的明火段温度
参考文献:
[1] 赵晓东.冷轧连退生产工艺概述 [J].河北企业,
2015(6):150.
[2] 蒋晓刚.浅析现代冷轧企业的连退与罩退工艺[J].商
品与质量(学术观察),2011(1):42.
[3] 汤茜,李腾飞,李婷婷,等.连续退火SPCC冷轧薄板
性能的影响因素[J].金属热处理,2013,38(9):60-64.
[4] 王敏莉,郑之旺.热镀锌钢板用冷轧板退火工艺的确
图 5 试样 5 显微组织形貌 定[J].理化检验(物理分册),2009,45(10):595-598.
65