
Page 24 - 理化检验-物理分册2024年第五期
P. 24
申庆波, 等: 家电用热镀锌板减薄后的冲压成形性能
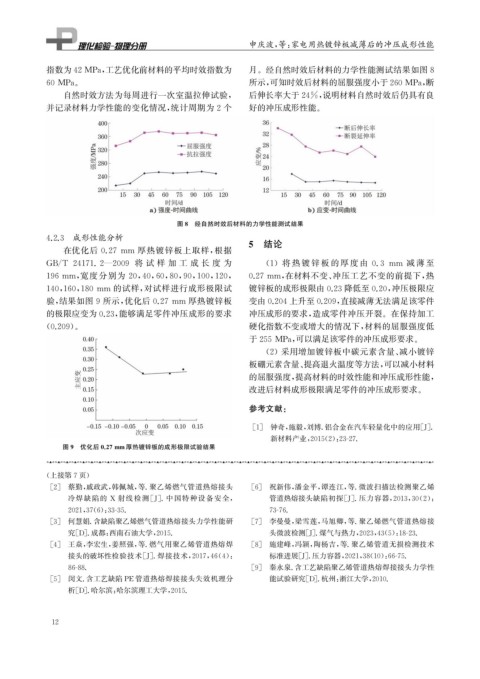
指数为42MPa , 工艺优化前材料的平均时效指数为 月。经自然时效后材料的力学性能测试结果如图8
60MPa 。 所示, 可知时效后材料的屈服强度小于260MPa , 断
自然时效方法为每周进行一次室温拉伸试验, 后伸长率大于24% , 说明材料自然时效后仍具有良
并记录材料力学性能的变化情况, 统计周期为2个 好的冲压成形性能。
图8 经自然时效后材料的力学性能测试结果
4.2.3 成形性能分析 5 结论
在优化后 0.27mm 厚热镀锌板上取样, 根据
GB / T 24171.2 — 2009 将 试 样 加 工 成 长 度 为 ( 1 )将 热 镀 锌 板 的 厚 度 由 0.3 mm 减 薄 至
196mm , 宽度分别为 20 , 40 , 60 , 80 , 90 , 100 , 120 , 0.27mm , 在材料不变、 冲压工艺不变的前提下, 热
140 , 160 , 180mm 的试样, 对试样进行成形极限试 镀锌板的成形极限由0.23降低至0.20 , 冲压极限应
验, 结果如图9所示, 优化后0.27mm 厚热镀锌板 变由0.204上升至0.209 , 直接减薄无法满足该零件
的极限应变为0.23 , 能够满足零件冲压成形的要求 冲压成形的要求, 造成零件冲压开裂。在保持加工
( 0.209 )。 硬化指数不变或增大的情况下, 材料的屈服强度低
于255MPa , 可以满足该零件的冲压成形要求。
( 2 )采用增加镀锌板中碳元素含量、 减小镀锌
板硼元素含量、 提高退火温度等方法, 可以减小材料
的屈服强度, 提高材料的时效性能和冲压成形性能,
改进后材料成形极限满足零件的冲压成形要求。
参考文献:
[ 1 ] 钟奇, 施毅, 刘博. 铝合金在汽车轻量化中的应用[ J ] .
新材料产业, 2015 ( 2 ): 23-27.
图9 优化后0.27mm 厚热镀锌板的成形极限试验结果
( 上接第7页)
[ 2 ] 蔡勤, 戚政武, 韩佩城, 等. 聚乙烯燃气管道热熔接头 [ 6 ] 祝新伟, 潘金平, 谭连江, 等. 微波扫描法检测聚乙烯
冷焊缺陷的 X 射线检测 [ J ] . 中国特种设备安全, 管道热熔接头缺陷初探[ J ] . 压力容器, 2013 , 30 ( 2 ):
2021 , 37 ( 6 ): 33-35. 73-76.
[ 3 ] 何慧娟. 含缺陷聚乙烯燃气管道热熔接头力学性能研 [ 7 ] 李曼曼, 梁雪莲, 马旭卿, 等. 聚乙烯燃气管道热熔接
究[ D ] . 成都: 西南石油大学, 2015. 头微波检测[ J ] . 煤气与热力, 2023 , 43 ( 5 ): 18-23.
[ 4 ] 王焱, 李宏生, 姜照强, 等. 燃气用聚乙烯管道热熔焊 [ 8 ] 施建峰, 冯颖, 陶杨吉, 等. 聚乙烯管道无损检测技术
接头的破坏性检验技术[ J ] . 焊接技术, 2017 , 46 ( 4 ): 标准进展[ J ] . 压力容器, 2021 , 38 ( 1 0 ): 66-75.
86-88. [ 9 ] 秦永泉. 含工艺缺陷聚乙烯管道热熔焊接接头力学性
[ 5 ] 闵文. 含工艺缺陷 PE 管道热熔焊接接头失效机理分 能试验研究[ D ] . 杭州: 浙江大学, 2010.
析[ D ] . 哈尔滨: 哈尔滨理工大学, 2015.
1 2