
Page 21 - 理化检验-物理分册2024年第五期
P. 21
申庆波, 等: 家电用热镀锌板减薄后的冲压成形性能
后, 最大变形处出现凸包现象, 凸包高度为 10~ 材料性能的影响。该热镀锌板的有限元仿真模型如
18mm ( 见图1 )。热镀锌板的典型力学性能测试结 图3所示, 采用各向异性材料模型, 网格类型为壳单
果如表1所示。 元, 板料网格尺寸为2mm 。
图1 热镀锌板产品的宏观形貌 图2 减薄后热镀锌板凸包开裂处宏观形貌
表1 热镀锌板的典型力学性能测试结果
屈服强 抗拉强 应变硬化 塑性 断后伸
项目
度 / MPa 度 / MPa 指数 应变比 长率 / %
实测值1 266 361 0.18 1.35 33.0
实测值2 261 360 0.18 1.40 33.5
随着白色家电行业内部的激烈竞争, 该家电厂要 图3 热镀锌板的有限元仿真模型
求将 热 镀 锌 板 减 薄 10% , 即 要 求 材 料 的 厚 度 为 2.2 0.3mm 厚热镀锌板的仿真分析结果
0.27mm 。在成形要求不变的前提下, 材料减薄后易 将表1中0.3mm 厚热镀锌板的力学性能代入
发生冲压开裂现象。按0.3mm 厚正常料的成分和工 有限元仿真模型进行计算, 可以得到冲压后材料的
艺增加轧制变形环节, 生产0.27mm 厚减薄料, 经家
成形极限应变为0.204 。采用 GB / T24171.2 — 2009
电厂试冲压验证, 热镀锌板在凸包处发生开裂现象,
《 金属材料 薄板和薄带 成形极限曲线的测定 第2
开裂位置为靠近凸包顶端的直壁段( 见图2 ), 该处为 部分: 实验室成形极限曲线的测定》, 利用成形试验
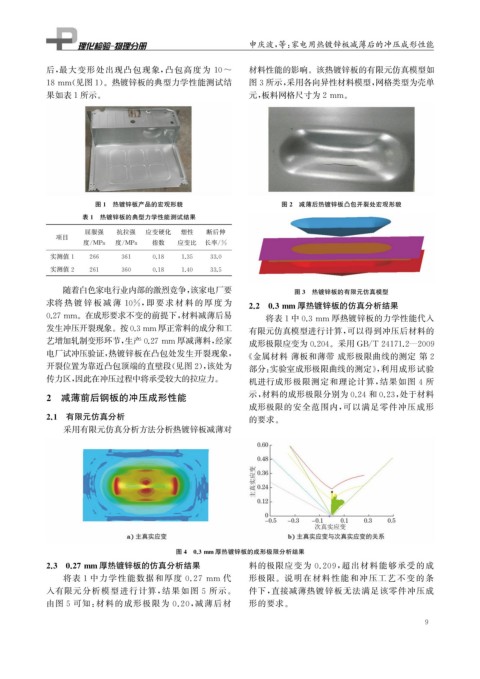
传力区, 因此在冲压过程中将承受较大的拉应力。 机进行成形极限测定和理论计算, 结果如图 4 所
2 减薄前后钢板的冲压成形性能 示, 材料的成形极限分别为0.24和0.23 , 处于材料
成形极限的安全范围内, 可以满足零件冲压成形
2.1 有限元仿真分析 的要求。
采用有限元仿真分析方法分析热镀锌板减薄对
图4 0.3mm 厚热镀锌板的成形极限分析结果
2.3 0.27mm 厚热镀锌板的仿真分析结果 料的极限应变为 0.209 , 超出材料能够承受的成
将表 1 中力学性能数据和厚度 0.27 mm 代 形极限。说明在材料性能和冲压工艺不变的条
入有限元分析模型进行计算, 结果如图 5 所示。 件下, 直接减薄热镀锌板无法满足该零件冲压成
由图 5 可知: 材料的成形极限为 0.20 , 减薄后材 形的要求。
9