
Page 23 - 理化检验-物理分册2024年第五期
P. 23
申庆波, 等: 家电用热镀锌板减薄后的冲压成形性能
硼元素具有优化组织的作用, 硼元素含量偏低, 表2 0.27mm 厚热镀锌板的化学成分设计方案 %
其优化组织的作用不明显; 硼元素含量偏高会增加 质量分数
项目
成本。 C Si Mn P S Al N B
3.2 退火工艺的影响 最小值 0.010 0 0.10 0 0 0.030 0 0.0015
退火工艺是冷轧过程中的关键工序, 冷轧后的 实际值 0.018 0 0.15 0 0 0.040 0 0.0020
板材内部晶粒会产生严重变形, 从而造成金属表面 最大值 0.030 0.03 0.20 0.015 0.012 0.055 0.00350.0025
出现加工硬化现象, 内部产生残余应力。对冷轧卷
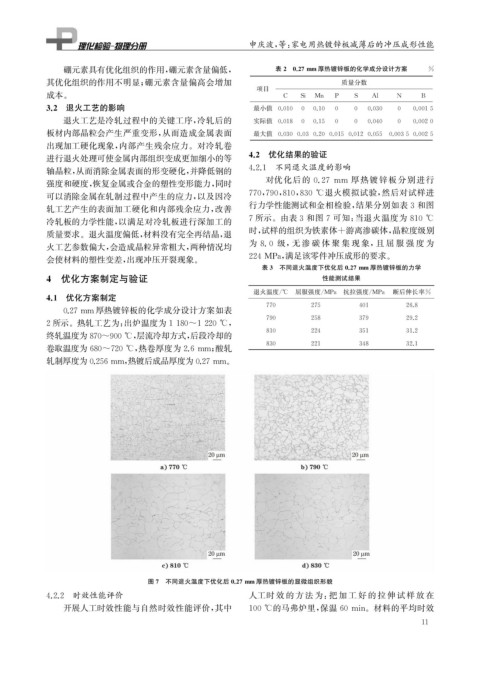
进行退火处理可使金属内部组织变成更加细小的等 4.2 优化结果的验证
轴晶粒, 从而消除金属表面的形变硬化, 并降低钢的 4.2.1 不同退火温度的影响
强度和硬度, 恢复金属或合金的塑性变形能力, 同时 对优化后的 0.27 mm 厚热镀锌板分别进行
可以消除金属在轧制过程中产生的应力, 以及因冷 770 , 790 , 810 , 830 ℃ 退火模拟试验, 然后对试样进
行力学性能测试和金相检验, 结果分别如表3和图
轧工艺产生的表面加工硬化和内部残余应力, 改善
冷轧板的力学性能, 以满足对冷轧板进行深加工的 7所示。由表3 和图 7 可知: 当退火温度为 810 ℃
质量要求。退火温度偏低, 材料没有完全再结晶, 退 时, 试样的组织为铁素体+游离渗碳体, 晶粒度级别
为 8.0 级, 无 渗 碳 体 聚 集 现 象, 且 屈 服 强 度 为
火工艺参数偏大, 会造成晶粒异常粗大, 两种情况均
224MPa , 满足该零件冲压成形的要求。
会使材料的塑性变差, 出现冲压开裂现象。
表3 不同退火温度下优化后0.27mm 厚热镀锌板的力学
4 优化方案制定与验证 性能测试结果
退火温度 / ℃ 屈服强度 / MPa 抗拉强度 / MPa 断后伸长率%
4.1 优化方案制定
770 275 401 26.8
0.27mm 厚热镀锌板的化学成分设计方案如表
790 258 379 29.2
2所示。热轧工艺为: 出炉温度为1180~1220℃ ,
终轧温度为870~900℃ , 层流冷却方式, 后段冷却的 810 224 351 31.2
卷取温度为680~720℃ , 热卷厚度为2.6mm ; 酸轧 830 221 348 32.1
轧制厚度为0.256mm , 热镀后成品厚度为0.27mm 。
图7 不同退火温度下优化后0.27mm 厚热镀锌板的显微组织形貌
4.2.2 时效性能评价 人工时 效 的 方 法 为: 把 加 工 好 的 拉 伸 试 样 放 在
开展人工时效性能与自然时效性能评价, 其中 100℃的马弗炉里, 保温60min 。材料的平均时效
1
1