
Page 66 - 理化检验-物理分册2023年第九期
P. 66
罗华权, 等: 对接环焊缝白点产生原因
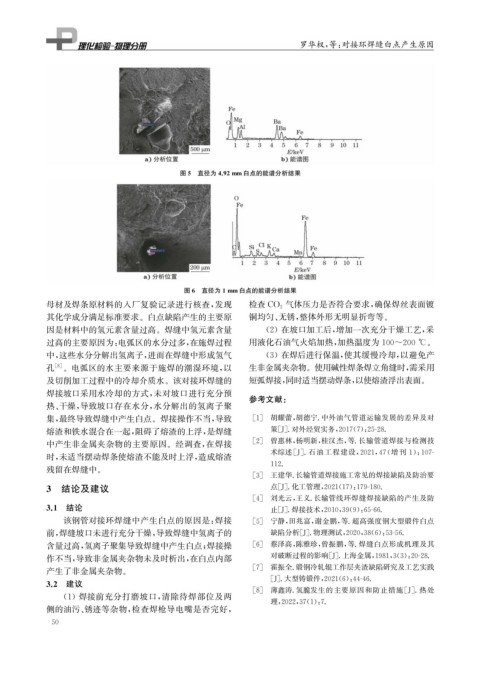
图5 直径为4.92mm 白点的能谱分析结果
图6 直径为1mm 白点的能谱分析结果
母材及焊条原材料的入厂复验记录进行核查, 发现 检查 CO 2 气体压力是否符合要求, 确保焊丝表面镀
其化学成分满足标准要求。白点缺陷产生的主要原 铜均匀、 无锈, 整体外形无明显折弯等。
因是材料中的氢元素含量过高。焊缝中氢元素含量 ( 2 )在坡口加工后, 增加一次充分干燥工艺, 采
过高的主要原因为: 电弧区的水分过多, 在施焊过程 用液化石油气火焰加热, 加热温度为100~200℃ 。
中, 这些水分分解出氢离子, 进而在焊缝中形成氢气 ( 3 )在焊后进行保温, 使其缓慢冷却, 以避免产
孔 [ 8 ] 。电弧区的水主要来源于施焊的潮湿环境, 以 生非金属夹杂物。使用碱性焊条焊立角缝时, 需采用
及切削加工过程中的冷却介质水。该对接环焊缝的 短弧焊接, 同时适当摆动焊条, 以使熔渣浮出表面。
焊接坡口采用水冷却的方式, 未对坡口进行充分预 参考文献:
热、 干燥, 导致坡口存在水分, 水分解出的氢离子聚
集, 最终导致焊缝中产生白点。焊接操作不当, 导致 [ 1 ] 胡耀蕾, 胡德宁. 中外油气管道运输发展的差异及对
熔渣和铁水混合在一起, 阻碍了熔渣的上浮, 是焊缝 策[ J ] . 对外经贸实务, 2017 ( 7 ): 25-28.
[ 2 ] 曾惠林, 杨明新, 桂汉杰, 等. 长输管道焊接与检测技
中产生非金属夹杂物的主要原因。经调查, 在焊接
时, 未适当摆动焊条使熔渣不能及时上浮, 造成熔渣 术综述[ J ] . 石油工程建设, 2021 , 47 ( 增刊 1 ): 107-
112.
残留在焊缝中。
[ 3 ] 王建华. 长输管道焊接施工常见的焊接缺陷及防治要
3 结论及建议 点[ J ] . 化工管理, 2021 ( 17 ): 179-180.
[ 4 ] 刘光云, 王义. 长输管线环焊缝焊接缺陷的产生及防
3.1 结论 止[ J ] . 焊接技术, 2010 , 39 ( 9 ): 65-66.
该钢管对接环焊缝中产生白点的原因是: 焊接 [ 5 ] 宁静, 田兆富, 谢金鹏, 等. 超高强度钢大型锻件白点
前, 焊缝坡口未进行充分干燥, 导致焊缝中氢离子的 缺陷分析[ J ] . 物理测试, 2020 , 38 ( 6 ): 53-56.
含量过高, 氢离子聚集导致焊缝中产生白点; 焊接操 [ 6 ] 蔡泽高, 陈雅珍, 曾振鹏, 等. 焊缝白点形成机理及其
作不当, 导致非金属夹杂物未及时析出, 在白点内部 对破断过程的影响[ J ] . 上海金属, 1981 , 3 ( 3 ): 20-28.
[ 7 ] 霍振全. 锻钢冷轧辊工作层夹渣缺陷研究及工艺实践
产生了非金属夹杂物。
3.2 建议 [ J ] . 大型铸锻件, 2021 ( 6 ): 44-46.
[ 8 ] 薄鑫涛. 氢脆发生的主要原因和防止措施[ J ] . 热处
( 1 )焊接前充分打磨坡口, 清除待焊部位及两
理, 2022 , 37 ( 1 ): 7.
侧的油污、 锈迹等杂物, 检查焊枪导电嘴是否完好,
5 0