
Page 30 - 理化检验-物理分册2022年第八期
P. 30
杜艳华, 等: 钴块镀镍层金相检验试样制备方法
下或烘箱内固化。镶嵌材料为环氧树脂、 邻苯二甲
酸二丁酯和四乙撑五胺, 其中环氧树脂为基体材料,
具有不腐蚀、 绝缘和应力小的优点, 邻苯二甲酸二丁
酯为基体材料稀释剂, 可使基体材料韧性增加, 四乙
撑五胺易使基体材料凝固。室温固化 24h 左右。
热镶嵌: 将电木粉和镀层试样放入镶样机, 设定
保 温 时 间 为 4 min ,压 力 为 20 p si ( 1 p si=
6.895kPa ), 温度为 150 ℃ , 对镀层试样进行镶嵌。
热镶嵌 3 种电木粉型号及其性质如表 1 所示。
表 1 热镶嵌 3 种电木粉型号及其性质
序号 电木粉型号 性质
BuehlrProbemetConductive
# 热塑性树脂
1
Moldin gCom p ound
BuehlrE p ometMoldin g 热固性树脂, 硬质热
#
2
Com p ound 镶料, 价格更高
热固性镶样粉, 普通
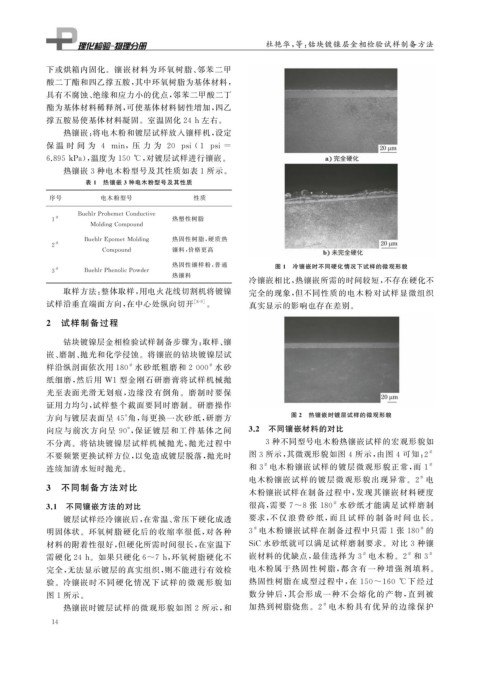
图 1 冷镶嵌时不同硬化情况下试样的微观形貌
#
3 BuehlrPhenolicPowder
热镶料
冷镶嵌相比, 热镶嵌所需的时间较短, 不存在硬化不
取样方法: 整体取样, 用电火花线切割机将镀镍 完全的现象, 但不同性质的电木粉对试样显微组织
试样沿垂直端面方向, 在中心处纵向切开 [ 8-9 ] 。 真实显示的影响也存在差别。
2 试样制备过程
钴块镀镍层金相检验试样制备步骤为: 取样、 镶
嵌、 磨制、 抛光和化学侵蚀。将镶嵌的钴块镀镍层试
样沿纵剖面依次用 180 水砂纸粗磨和 2000 水砂
#
#
纸细磨, 然后用 W1 型金刚石研磨膏将试样机械抛
光至表面光滑无划痕, 边缘没有倒角。磨制时要保
证用力均匀, 试样整个截面要同时磨制。研磨操作
方向与镀层表面呈 45° 角, 每更换一次砂纸, 研磨方 图 2 热镶嵌时镀层试样的微观形貌
向应与前次方向呈 90° , 保证镀层和工件基体之间 3.2 不同镶嵌材料的对比
不分离。将钴块镀镍层试样机械抛光, 抛光过程中 3 种不同型号电木粉热镶嵌试样的宏观形貌如
不要频繁更换试样方位, 以免造成镀层脱落, 抛光时 图3 所示, 其微观形貌如图 4 所示, 由图 4 可知: 2 #
#
连续加清水短时抛光。 和 3 电木粉镶嵌试样的镀层微观形貌正常, 而 1 #
电木粉镶嵌试样的镀层微观形貌出现异常。 2 电
#
3 不同制备方法对比 木粉镶嵌试样在制备过程中, 发现其镶嵌材料硬度
#
3.1 不同镶嵌方法的对比 很高, 需要 7~8 张 180 水砂纸才能满足试样磨制
镀层试样经冷镶嵌后, 在常温、 常压下硬化成透 要求, 不 仅 浪 费 砂 纸, 而 且 试 样 的 制 备 时 间 也 长。
#
明固体状。环氧树脂硬化后的收缩率很低, 对各种 3 电木粉镶嵌试样在制备过程中只需 1 张 180 的
#
材料的附着性很好, 但硬化所需时间很长, 在室温下 SiC 水砂纸就可以满足试样磨制要求。对比 3 种镶
#
#
需硬化 24h 。如果只硬化 6~7h , 环氧树脂硬化不 嵌材料的优缺点, 最佳选择为 3 电木粉。 2 和 3 #
完全, 无法显示镀层的真实组织, 则不能进行有效检 电木粉属于热固性树脂, 都含有一种增强剂填料。
验。冷镶嵌时不同硬化情况下试样的微观形 貌如 热固性树脂在成型过程中, 在 150~160 ℃ 下经过
图 1 所示。 数分钟后, 其会形成一种不会熔化的产物, 直到被
热镶嵌时镀层试样的微观形貌如图 2 所示, 和 加热到树脂烧焦。 2 电木粉具有优异的边缘保护
#
1 4