
Page 39 - 理化检验-物理分册2024年第十一期
P. 39
邓向阳,等:汽车零部件用非调质钢切削性能改进
[2]
而加速刀具磨损,还会引起刀尖烧损。当钢的硬度 MnTe-MnS的共晶化合物 ,该共晶化合物熔点低,
较小时,材料会发生变形,产生黏刀现象,导致材料 在轧制过程形成液相,可以避免MnS发生变形,从而
表面质量和断屑性能变差。此外,钢的塑性、韧性越 使硫化物呈椭球体状,有利于切削性能的提高 。
[3]
大,加工后材料的表面质量越差。钢的塑性和韧性
2 碲改质处理后的材料
越小,加工负荷会集中在刀具韧口附近,也会导致刀
具磨损加剧。 2.1 化学成分分析
1.4 硫化物形貌 对 38MnVS钢进行碲改质处理,试样编号为
钢的切削性能随钢中硫元素含量的增加而提 AM,未改质处理的60 mm(直径)热轧棒材编号为
高。相对于长带状硫化物夹杂,球状或纺锤状硫化物 AN,比AM钢具有更大压缩比的60 mm(直径)热轧
更加有利于提高钢材的切削性能。在钢液中喂入适 棒材编号为BN,这3种材料的化学成分分析结果如
量碲线,对钢水进行碲改质处理后,在钢中形成一定 表1所示。由表1可知:AM、BN钢中Ni元素含量大
数量的MnTe,且该夹杂包裹在MnS夹杂外围,形成 于技术要求;3种钢的Ti元素含量均大于技术要求。
表1 AN、AM、BN钢试样的化学成分分析结果 %
质量分数
项目
C Si Mn P S Cr V Ni Ti Te
AN钢实测值 0.39 0.67 1.36 0.015 0.026 0.10 0.14 0.02 0.027 0
AM钢实测值 0.40 0.65 1.35 0.016 0.028 0.11 0.14 0.03 0.030 0.026
BN钢实测值 0.39 0.67 1.36 0.015 0.028 0.10 0.13 0.03 0.031 0
技术要求 0.37~0.41 0.50~0.80 1.20~1.60 ≤0.030 0.020~0.050 ≤0.25 0.10~0.20 ≤0.25 ≤0.25 -
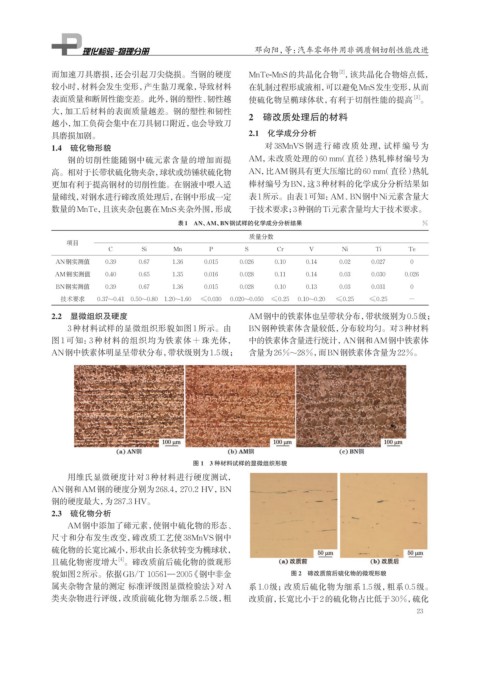
2.2 显微组织及硬度 AM钢中的铁素体也呈带状分布,带状级别为0.5级;
3种材料试样的显微组织形貌如图1所示。由 BN钢种铁素体含量较低,分布较均匀。对3种材料
图 1 可知:3 种材料的组织均为铁素体+珠光体, 中的铁素体含量进行统计,AN钢和AM钢中铁素体
AN钢中铁素体明显呈带状分布,带状级别为1.5级; 含量为26%~28%,而BN钢铁素体含量为22%。
图 1 3 种材料试样的显微组织形貌
用维氏显微硬度计对 3种材料进行硬度测试,
AN钢和AM钢的硬度分别为268.4,270.2 HV,BN
钢的硬度最大,为287.3 HV。
2.3 硫化物分析
AM钢中添加了碲元素,使钢中硫化物的形态、
尺寸和分布发生改变,碲改质工艺使38MnVS钢中
硫化物的长宽比减小,形状由长条状转变为椭球状,
且硫化物密度增大 。碲改质前后硫化物的微观形
[4]
貌如图2所示。依据GB/T 10561—2005 《钢中非金 图 2 碲改质前后硫化物的微观形貌
属夹杂物含量的测定 标准评级图显微检验法》对A 系1.0级;改质后硫化物为细系1.5级,粗系0.5级。
类夹杂物进行评级,改质前硫化物为细系2.5级,粗 改质前,长宽比小于2的硫化物占比低于30%,硫化
23