
Page 41 - 理化检验-物理分册2024年第十一期
P. 41
邓向阳,等:汽车零部件用非调质钢切削性能改进
表2 3种材料试样的切削力测试结果 N 二层涂层,主要成分为Al 2 O 3 ;刀片基体主要含有W、
试样编号 F x F y F z F C等元素。
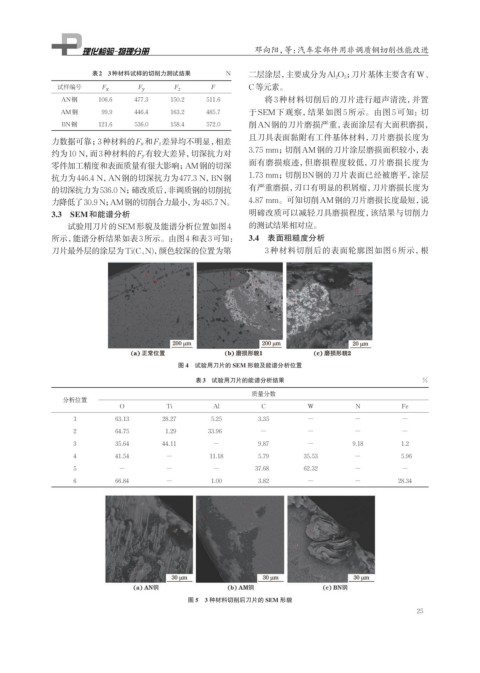
AN钢 106.6 477.3 150.2 511.6 将3种材料切削后的刀片进行超声清洗,并置
AM钢 99.9 446.4 163.2 485.7 于SEM下观察,结果如图 5 所示。由图 5 可知:切
BN钢 121.6 536.0 158.4 572.0 削AN钢的刀片磨损严重,表面涂层有大面积磨损,
且刀具表面黏附有工件基体材料,刀片磨损长度为
力数据可靠;3种材料的F x 和F z 差异均不明显,相差
约为10 N,而3种材料的F y 有较大差异,切深抗力对 3.75 mm;切削AM钢的刀片涂层磨损面积较小,表
零件加工精度和表面质量有很大影响;AM钢的切深 面有磨损痕迹,但磨损程度较低,刀片磨损长度为
抗力为446.4 N,AN钢的切深抗力为477.3 N,BN钢 1.73 mm;切削BN钢的刀片表面已经被磨平,涂层
的切深抗力为536.0 N; 碲改质后,非调质钢的切削抗 有严重磨损,刃口有明显的积屑瘤,刀片磨损长度为
力降低了30.9 N;AM钢的切削合力最小, 为485.7 N。 4.87 mm。可知切削AM钢的刀片磨损长度最短,说
3.3 SEM和能谱分析 明碲改质可以减轻刀具磨损程度,该结果与切削力
试验用刀片的SEM形貌及能谱分析位置如图4 的测试结果相对应。
所示,能谱分析结果如表3所示。由图4和表3可知: 3.4 表面粗糙度分析
刀片最外层的涂层为Ti(C,N),颜色较深的位置为第 3 种材料切削后的表面轮廓图如图 6 所示,根
图 4 试验用刀片的 SEM 形貌及能谱分析位置
表3 试验用刀片的能谱分析结果 %
质量分数
分析位置
O Ti Al C W N Fe
1 63.13 28.27 5.25 3.35 - - -
2 64.75 1.29 33.96 - - - -
3 35.64 44.11 - 9.87 - 9.18 1.2
4 41.54 - 11.18 5.79 35.53 - 5.96
5 - - - 37.68 62.32 - -
6 66.84 - 1.00 3.82 - - 28.34
图 5 3 种材料切削后刀片的 SEM 形貌
25