
Page 48 - 理化检验-物理分册2024年第七期
P. 48
云 晗,等:基于卷积神经网络焊管缺陷分类识别
提取有用特征,而不需要人工干预。这种方法不仅
可以有效避免信号处理过程中产生的失真现象,还
可以大幅提高缺陷检测的准确率 [10] 。MIAO等 [11] 利
用图像卷积增强边缘特征,提取焊缝边缘信息,可以
较准确地识别焊缝缺陷。王泽 [12] 提出了卷积神经网
络的图像超分辨率重建算法,以获取不同尺度的特
征信息。深度学习模型能够根据输入的原始信号自
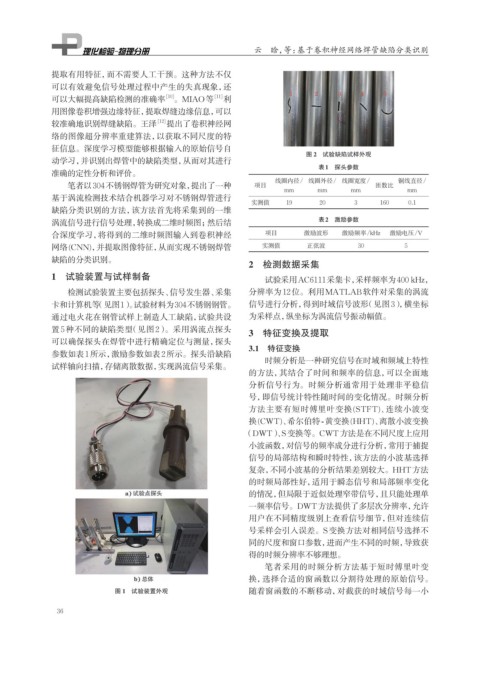
图 2 试验缺陷试样外观
动学习,并识别出焊管中的缺陷类型,从而对其进行
表1 探头参数
准确的定性分析和评价。
线圈内径/ 线圈外径/ 线圈宽度/ 铜线直径/
笔者以304不锈钢焊管为研究对象, 提出了一种 项目 匝数比
mm mm mm mm
基于涡流检测技术结合机器学习对不锈钢焊管进行
实测值 19 20 3 160 0.1
缺陷分类识别的方法,该方法首先将采集到的一维
涡流信号进行信号处理,转换成二维时频图;然后结 表2 激励参数
合深度学习,将得到的二维时频图输入到卷积神经 项目 激励波形 激励频率/kHz 激励电压/V
网络(CNN),并提取图像特征,从而实现不锈钢焊管 实测值 正弦波 30 5
缺陷的分类识别。
2 检测数据采集
1 试验装置与试样制备 试验采用AC6111采集卡,采样频率为400 kHz,
检测试验装置主要包括探头、信号发生器、采集 分辨率为12位。利用MATLAB软件对采集的涡流
卡和计算机等(见图1)。试验材料为304不锈钢钢管。 信号进行分析,得到时域信号波形(见图3),横坐标
通过电火花在钢管试样上制造人工缺陷,试验共设 为采样点,纵坐标为涡流信号振动幅值。
置5种不同的缺陷类型 (见图2)。采用涡流点探头 3 特征变换及提取
可以确保探头在焊管中进行精确定位与测量,探头
3.1 特征变换
参数如表1所示,激励参数如表2所示。探头沿缺陷
时频分析是一种研究信号在时域和频域上特性
试样轴向扫描,存储离散数据,实现涡流信号采集。
的方法,其结合了时间和频率的信息,可以全面地
分析信号行为。时频分析通常用于处理非平稳信
号,即信号统计特性随时间的变化情况。时频分析
方法主要有短时傅里叶变换(STFT)、连续小波变
换(CWT)、希尔伯特-黄变换(HHT)、离散小波变换
(DWT)、S变换等。CWT方法是在不同尺度上应用
小波函数,对信号的频率成分进行分析,常用于捕捉
信号的局部结构和瞬时特性,该方法的小波基选择
复杂,不同小波基的分析结果差别较大。HHT方法
的时频局部性好,适用于瞬态信号和局部频率变化
的情况,但局限于近似处理窄带信号,且只能处理单
一频率信号。DWT方法提供了多层次分辨率,允许
用户在不同精度级别上查看信号细节,但对连续信
号采样会引入误差。S变换方法对相同信号选择不
同的尺度和窗口参数,进而产生不同的时频,导致获
得的时频分辨率不够理想。
笔者采用的时频分析方法基于短时傅里叶变
换,选择合适的窗函数以分割待处理的原始信号。
图 1 试验装置外观 随着窗函数的不断移动,对截获的时域信号每一小
36