
Page 73 - 理化检验-物理分册2023年第十一期
P. 73
刘月云, 等: GCr15钢轴承套圈内表面开裂原因
表1 开裂套圈的化学成分分析结果 %
质量分数
项目
C Mn Si Cr P S Cu Ni Mo Al Ti
实测值 0.99 0.30 0.28 1.51 0.012 0.004 0.06 0.05 0.01 0.042 0.0020
标准值 0.95~1.050.25~0.450.15~0.351.40~1.65 ≤0.025 ≤0.020 ≤0.25 ≤0.25 ≤0.10 ≤0.050 ≤0.0030
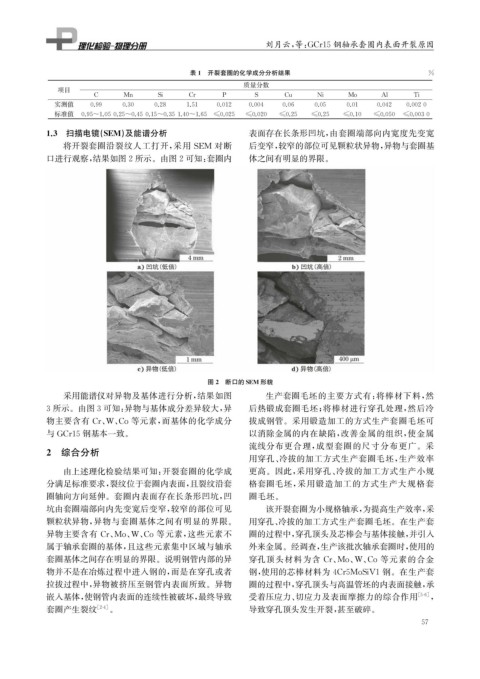
1.3 扫描电镜( SEM ) 及能谱分析 表面存在长条形凹坑, 由套圈端部向内宽度先变宽
将开裂套圈沿裂纹人工打开, 采用 SEM 对断 后变窄, 较窄的部位可见颗粒状异物, 异物与套圈基
口进行观察, 结果如图2所示。由图2可知: 套圈内 体之间有明显的界限。
图2 断口的SEM 形貌
采用能谱仪对异物及基体进行分析, 结果如图 生产套圈毛坯的主要方式有: 将棒材下料, 然
3所示。由图3可知: 异物与基体成分差异较大, 异 后热锻成套圈毛坯; 将棒材进行穿孔处理, 然后冷
物主要含有 Cr 、 W 、 Co等元素, 而基体的化学成分 拔成钢管。采用锻造加工的方式生产套圈毛坯可
与 GCr15钢基本一致。 以消除金属的内在缺陷, 改善金属的组织, 使金属
流线分布更合理, 成型套圈的尺寸分布更广。采
2 综合分析
用穿孔、 冷拔的加工方式生产套圈毛坯, 生产效率
由上述理化检验结果可知: 开裂套圈的化学成 更高。因此, 采用穿孔、 冷拔的加工方式生产小规
分满足标准要求, 裂纹位于套圈内表面, 且裂纹沿套 格套圈毛坯, 采用锻造加工的方式生产大规格套
圈轴向方向延伸。套圈内表面存在长条形凹坑, 凹 圈毛坯。
坑由套圈端部向内先变宽后变窄, 较窄的部位可见 该开裂套圈为小规格轴承, 为提高生产效率, 采
颗粒状异物, 异物与套圈基体之间有明显的界限。 用穿孔、 冷拔的加工方式生产套圈毛坯。在生产套
异物主要含有 Cr 、 Mo 、 W 、 Co等元素, 这些元素不 圈的过程中, 穿孔顶头及芯棒会与基体接触, 并引入
属于轴承套圈的基体, 且这些元素集中区域与轴承 外来金属。经调查, 生产该批次轴承套圈时, 使用的
套圈基体之间存在明显的界限。说明钢管内部的异 穿孔顶头材料为含 Cr 、 Mo 、 W 、 Co 等元素的合金
物并不是在冶炼过程中进入钢的, 而是在穿孔或者 钢, 使用的芯棒材料为4Cr5MoSiV1 钢。在生产套
拉拔过程中, 异物被挤压至钢管内表面所致。异物 圈的过程中, 穿孔顶头与高温管坯的内表面接触, 承
嵌入基体, 使钢管内表面的连续性被破坏, 最终导致 受着压应力、 切应力及表面摩擦力的综合作用 [ 5-6 ] ,
套圈产生裂纹 [ 2-4 ] 。 导致穿孔顶头发生开裂, 甚至破碎。
7
5