
Page 26 - 理化检验-物理分册2023年第十一期
P. 26
齐 彪, 等: 全自动激光切割法加工板材试样
器人的精准抓取。下料视觉检测台装置结构如图6
所示, 样坯投影效果如图7所示。
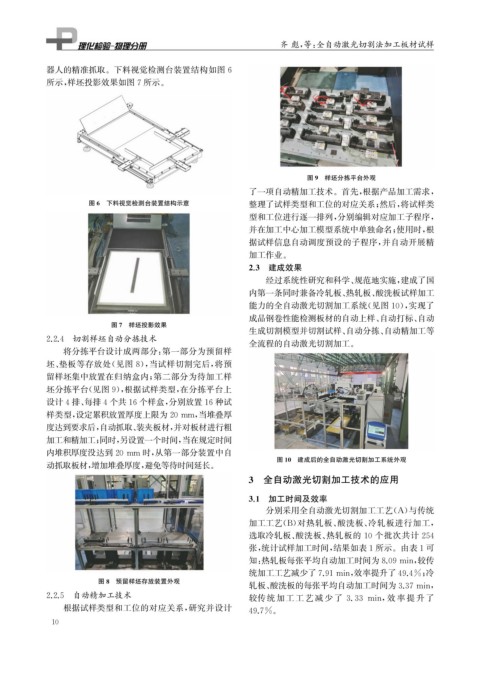
图9 样坯分拣平台外观
了一项自动精加工技术。首先, 根据产品加工需求,
图6 下料视觉检测台装置结构示意 整理了试样类型和工位的对应关系; 然后, 将试样类
型和工位进行逐一排列, 分别编辑对应加工子程序,
并在加工中心加工模型系统中单独命名; 使用时, 根
据试样信息自动调度预设的子程序, 并自动开展精
加工作业。
2.3 建成效果
经过系统性研究和科学、 规范地实施, 建成了国
内第一条同时兼备冷轧板、 热轧板、 酸洗板试样加工
能力的全自动激光切割加工系统( 见图10 ), 实现了
成品钢卷性能检测板材的自动上样、 自动打标、 自动
图7 样坯投影效果
生成切割模型并切割试样、 自动分拣、 自动精加工等
2.2.4 切割样坯自动分拣技术
全流程的自动激光切割加工。
将分拣平台设计成两部分: 第一部分为预留样
坯、 垫板等存放处( 见图 8 ), 当试样切割完后, 将预
留样坯集中放置在归纳盒内; 第二部分为待加工样
坯分拣平台( 见图9 ), 根据试样类型, 在分拣平台上
设计4排、 每排4个共16个样盒, 分别放置16种试
样类型, 设定累积放置厚度上限为20mm , 当堆叠厚
度达到要求后, 自动抓取、 装夹板材, 并对板材进行粗
加工和精加工; 同时, 另设置一个时间, 当在规定时间
内堆积厚度没达到20mm 时, 从第一部分装置中自
图10 建成后的全自动激光切割加工系统外观
动抓取板材, 增加堆叠厚度, 避免等待时间延长。
3 全自动激光切割加工技术的应用
3.1 加工时间及效率
分别采用全自动激光切割加工工艺( A ) 与传统
加工工艺( B ) 对热轧板、 酸洗板、 冷轧板进行加工,
选取冷轧板、 酸洗板、 热轧板的 10 个批次共计 254
张, 统计试样加工时间, 结果如表1所示。由表1可
知: 热轧板每张平均自动加工时间为8.09min , 较传
统加工工艺减少了7.91min , 效率提升了49.4% ; 冷
图8 预留样坯存放装置外观
轧板、 酸洗板的每张平均自动加工时间为3.37min ,
2.2.5 自动精加工技术 较传 统 加 工 工 艺 减 少 了 3.33 min , 效 率 提 升 了
根据试样类型和工位的对应关系, 研究并设计
49.7% 。
1 0