
Page 24 - 理化检验-物理分册2023年第十一期
P. 24
齐 彪, 等: 全自动激光切割法加工板材试样
集成运行各种装备系统和加工技术, 实现全流程控 为压缩空气和氧气 ( 流量为 0.3 m / min 、 压力为
3
制无人化。实现板材信息自动识别、 自动上料, 激光 0.6~0.8MPa ), 设计切割加工厚度为0.3~25mm 。
切割系统、 样坯分拣系统、 试样精加工系统、 自动操 将0.3~25mm 厚度设置成30个梯级范围, 根据不
控系统等互相配合, 使各工序之间的试样流转并传 同厚度的梯级范围分别设置切割速率、 切割功率、 切
递信息, 通过信息化、 自动化对各组成部分及4台机 割焦距、 激光穿孔高度、 穿孔时间、 穿孔焦距、 穿孔功
器人进行集成控制。 率等关键参数。切割加工前测量试样的厚度, 结合
1.3 工艺流程及介绍 信息化系统自动对接调用切割参数, 实现不同厚度
某钢钒公司板材试样全自动激光切割加工系统 试样的自动切割加工。全自动激光切割加工系统工
配置了功率为8kW 的激光头, 辅助切割气体介质 艺流程如图1所示。
图1 全自动激光切割加工工艺流程示意
2 主要技术难点和解决措施
2.1 主要技术难点
2.1.1 自动上料
冷轧板、 酸洗板、 热轧板的特性不同, 冷轧板的
厚度为0.3~2.5mm , 单张质量最大约为18k g 酸
;
洗板的厚度为 1.0~6.0 mm , 单张质量最大约为
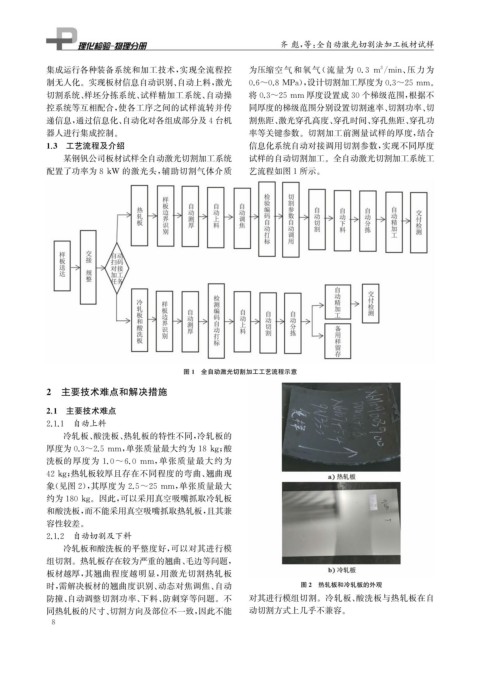
42k g 热轧板较厚且存在不同程度的弯曲、 翘曲现
;
象( 见图2 ), 其厚度为 2.5~25mm , 单张质量最大
约为180k g 。因此, 可以采用真空吸嘴抓取冷轧板
和酸洗板, 而不能采用真空吸嘴抓取热轧板, 且其兼
容性较差。
2.1.2 自动切割及下料
冷轧板和酸洗板的平整度好, 可以对其进行模
组切割。热轧板存在较为严重的翘曲、 毛边等问题,
板材越厚, 其翘曲程度越明显, 用激光切割热轧板
时, 需解决板材的翘曲度识别、 动态对焦调焦、 自动 图2 热轧板和冷轧板的外观
防撞、 自动调整切割功率、 下料、 防刺穿等问题。不 对其进行模组切割。冷轧板、 酸洗板与热轧板在自
同热轧板的尺寸、 切割方向及部位不一致, 因此不能 动切割方式上几乎不兼容。
8