
Page 30 - 理化检验-物理分册2023年第十一期
P. 30
谭廖嶙, 等: 全自动板材和圆棒力学试样的加工及检验技术
12mm×12mm×55mm , 则可能不利于设备运转。 常来讲, 以氧气为气源的切割器切割能力较大, 以氮
因此, 当用厚度大于 12mm 的板材制备冲击试样 气为气源的切割器切割效果较好, 因为氮气是一种
时, 需配置全自动高速减薄锯床。根据板材的厚度 惰性气体, 具有稳定、 隔绝保护的作用, 在切割过程
不同, 可选用功率为10kW 的激光切割器搭配功率 中不发生化学反应, 使切割断面更均匀、 切割质量更
为4kW 的激光切割器, 两者主要区别在于功率为 好。然而, 高纯氮的价格较高, 且氮气没有产生热化
10kW 的激光切割器以氧气为气源, 适合切割厚度 学反应, 使切割时的材料完全依靠激光能量熔化, 导
大于3mm 的板材, 功率为 4kW 的激光切割器以 致切割厚板能力不足。综合上述分析, 使用两者组
氮气为气源, 适合切割厚度小于3mm 的板材。通 合的方式设计工艺比较合理。
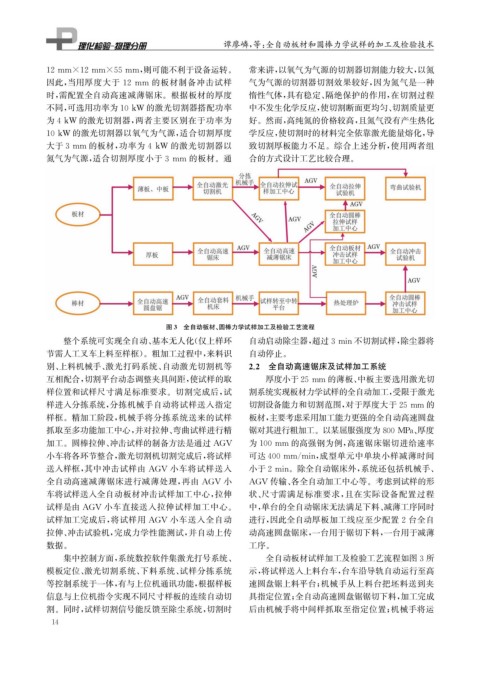
图3 全自动板材、 圆棒力学试样加工及检验工艺流程
整个系统可实现全自动、 基本无人化( 仅上样环 自动启动除尘器, 超过3min不切割试样, 除尘器将
节需人工叉车上料至样框)。粗加工过程中, 来料识 自动停止。
别、 上料机械手、 激光打码系统、 自动激光切割机等 2.2 全自动高速锯床及试样加工系统
互相配合, 切割平台动态调整夹具间距, 使试样的取 厚度小于25mm 的薄板、 中板主要选用激光切
样位置和试样尺寸满足标准要求。切割完成后, 试 割系统实现板材力学试样的全自动加工, 受限于激光
样进入分拣系统, 分拣机械手自动将试样送入指定 切割设备能力和切割范围, 对于厚度大于25mm 的
样框。精加工阶段, 机械手将分拣系统送来的试样 板材, 主要考虑采用加工能力更强的全自动高速圆盘
抓取至多功能加工中心, 并对拉伸、 弯曲试样进行精 锯对其进行粗加工。以某屈服强度为800MPa 、 厚度
为100mm 的高强钢为例, 高速锯床锯切进给速率
加工。圆棒拉伸、 冲击试样的制备方法是通过 AGV
小车将各环节整合, 激光切割机切割完成后, 将试样 可达400mm / min , 成型单元中单块小样减薄时间
送入样框, 其中冲击试样由 AGV 小车将试样送入 小于2min 。除全自动锯床外, 系统还包括机械手、
全自动高速减薄锯床进行减薄处理, 再由 AGV 小 AGV 传输、 各全自动加工中心等。考虑到试样的形
车将试样送入全自动板材冲击试样加工中心, 拉伸 状、 尺寸需满足标准要求, 且在实际设备配置过程
试样是由 AGV 小车直接送入拉伸试样加工中心。 中, 单台的全自动锯床无法满足下料、 减薄工序同时
试样加工完成后, 将试样用 AGV 小车送入全自动 进行, 因此全自动厚板加工线应至少配置2台全自
拉伸、 冲击试验机, 完成力学性能测试, 并自动上传 动高速圆盘锯床, 一台用于锯切下料, 一台用于减薄
数据。 工序。
集中控制方面, 系统数控软件集激光打号系统、 全自动板材试样加工及检验工艺流程如图3所
模板定位、 激光切割系统、 下料系统、 试样分拣系统 示, 将试样送入上料台车, 台车沿导轨自动运行至高
等控制系统于一体, 有与上位机通讯功能, 根据样板 速圆盘锯上料平台; 机械手从上料台把坯料送到夹
信息与上位机指令实现不同尺寸样板的连续自动切 具指定位置; 全自动高速圆盘锯锯切下料, 加工完成
割。同时, 试样切割信号能反馈至除尘系统, 切割时 后由机械手将中间样抓取至指定位置; 机械手将运
1 4