
Page 56 - 理化检验-物理分册2023年第六期
P. 56
张涛锋, 等: 自能灭弧室用喷口性能的改进方法
坯件中部的成型压力最小, 是制品的薄弱环节, 而
喷口中间的喉部是灭弧的关键部位, 影响喷口的
整体性能。
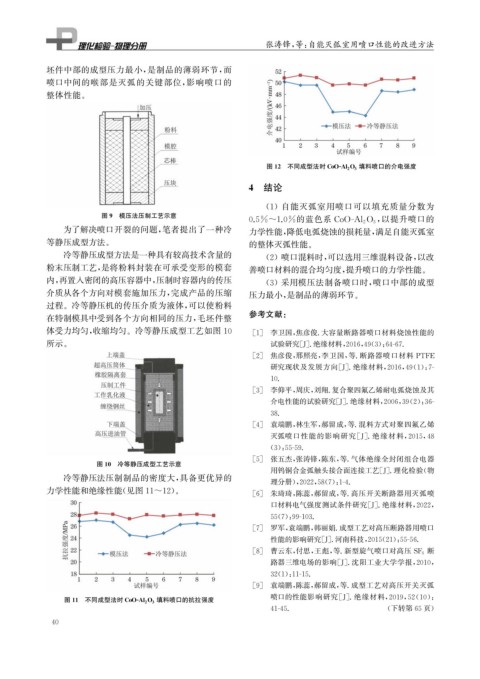
填料喷口的介电强度
图12 不同成型法时 CoO-Al 2 O 3
4 结论
( 1 )自能灭弧室用喷口可以填充质量分数为
图9 模压法压制工艺示意 , 以提升喷口的
0.5%~1.0%的蓝色系 CoO-Al 2O 3
为了解决喷口开裂的问题, 笔者提出了一种冷 力学性能, 降低电弧烧蚀的损耗量, 满足自能灭弧室
等静压成型方法。 的整体灭弧性能。
冷等静压成型方法是一种具有较高技术含量的 ( 2 )喷口混料时, 可以选用三维混料设备, 以改
粉末压制工艺, 是将粉料封装在可承受变形的模套 善喷口材料的混合均匀度, 提升喷口的力学性能。
内, 再置入密闭的高压容器中, 压制时容器内的传压 ( 3 )采用模压法制备喷口时, 喷口中部的成型
介质从各个方向对模套施加压力, 完成产品的压缩 压力最小, 是制品的薄弱环节。
过程。冷等静压机的传压介质为液体, 可以使粉料
在特制模具中受到各个方向相同的压力, 毛坯件整 参考文献:
体受力均匀, 收缩均匀。冷等静压成型工艺如图10 [ 1 ] 李卫国, 焦彦俊. 大容量断路器喷口材料烧蚀性能的
所示。 试验研究[ J ] . 绝缘材料, 2016 , 49 ( 3 ): 64-67.
[ 2 ] 焦彦俊, 邢照亮, 李卫国, 等. 断路器喷口材料 PTFE
研究现状及发展方向[ J ] . 绝缘材料, 2016 , 49 ( 1 ): 7-
10.
[ 3 ] 李仰平, 周庆, 刘翔. 复合聚四氟乙烯耐电弧烧蚀及其
介电性能的试验研究[ J ] . 绝缘材料, 2006 , 39 ( 2 ): 36-
38.
[ 4 ] 袁端鹏, 林生军, 郝留成, 等. 混料方式对聚四氟乙烯
灭弧喷口性能的影响研究[ J ] . 绝缘材料, 2015 , 48
( 3 ): 55-59.
[ 5 ] 张五杰, 张涛锋, 陈东, 等. 气体绝缘全封闭组合电器
图10 冷等静压成型工艺示意
用钨铜合金弧触头接合面连接工艺[ J ] . 理化检验( 物
冷等静压法压制制品的密度大, 具备更优异的
理分册), 2022 , 58 ( 7 ): 1-4.
力学性能和绝缘性能( 见图11~12 )。 [ 6 ] 朱琦琦, 陈蕊, 郝留成, 等. 高压开关断路器用灭弧喷
口材料电气强度测试条件研究[ J ] . 绝缘材料, 2022 ,
55 ( 7 ): 99-103.
[ 7 ] 罗军, 袁端鹏, 韩丽娟. 成型工艺对高压断路器用喷口
性能的影响研究[ J ] . 河南科技, 2015 ( 21 ): 55-56.
[ 8 ] 曹云东, 付思, 王彪, 等. 新型旋气喷口对高压 SF 6 断
路器三维电场的影响[ J ] . 沈阳工业大学学报, 2010 ,
32 ( 1 ): 11-15.
[ 9 ] 袁端鹏, 陈蕊, 郝留成, 等. 成型工艺对高压开关灭弧
填料喷口的抗拉强度 喷口的性能影响研究[ J ] . 绝缘材料, 2019 , 52 ( 10 ):
图11 不同成型法时 CoO-Al 2 O 3
41-45. ( 下转第65页)
4 0