
Page 55 - 理化检验-物理分册2023年第六期
P. 55
张涛锋, 等: 自能灭弧室用喷口性能的改进方法
作为
自能灭弧室用喷口可以选择 CoO-Al 2O 3
填料, 且添加量为 0.5%~1% , 以提升喷口的力学
性能, 降低电弧烧蚀的损耗量。
2 混料工艺对喷口质量的影响
喷口的成型过程主要有筛分、 混粉、 压制成型、 烧
结等( 见图 4 )。 PTFE 熔融态的黏度高达 1011~
1012Pa · s , 基本不流动。在生产实践中, 一般采用
图6 不同混料工艺喷口材料的硬度
冷压烧结的办法, 先将 PTFE 和填料进行混料、 压
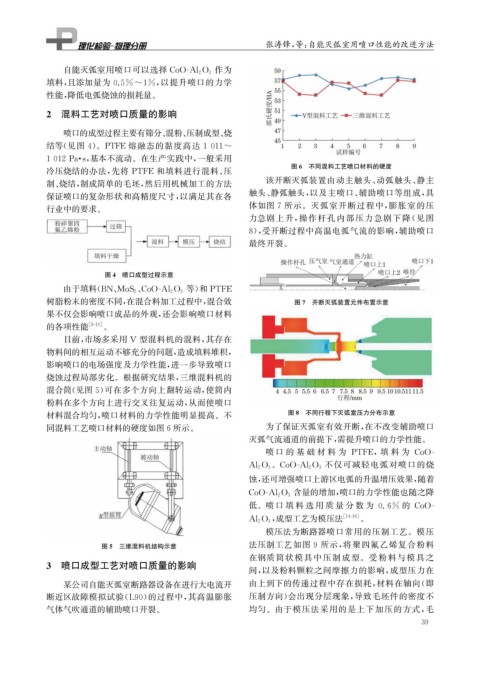
制、 烧结, 制成简单的毛坯, 然后用机械加工的方法 该开断灭弧装置由动主触头、 动弧触头、 静主
保证喷口的复杂形状和高精度尺寸, 以满足其在各 触头、 静弧触头, 以及主喷口、 辅助喷口等组成, 具
体如图 7 所示。灭弧室开断过程中, 膨胀室的压
行业中的要求。
力急剧上升, 操作杆孔内部压力急剧下降( 见图
8 ), 受开断过程中高温电弧气流的影响, 辅助喷口
最终开裂。
图4 喷口成型过程示意
、 等) 和 PTFE
由于填料( BN 、 MoS 2 CoO-Al 2O 3
树脂粉末的密度不同, 在混合料加工过程中, 混合效 图7 开断灭弧装置元件布置示意
果不仅会影响喷口成品的外观, 还会影响喷口材料
的各项性能 [ 8-13 ] 。
目前, 市场多采用 V 型混料机的混料, 其存在
物料间的相互运动不够充分的问题, 造成填料堆积,
影响喷口的电场强度及力学性能, 进一步导致喷口
烧蚀过程局部劣化。根据研究结果, 三维混料机的
混合筒( 见图5 ) 可在多个方向上翻转运动, 使筒内
粉料在多个方向上进行交叉往复运动, 从而使喷口
材料混合均匀, 喷口材料的力学性能明显提高。不 图8 不同行程下灭弧室压力分布示意
同混料工艺喷口材料的硬度如图6所示。 为了保证灭弧室有效开断, 在不改变辅助喷口
灭弧气流通道的前提下, 需提升喷口的力学性能。
喷 口 的 基 础 材 料 为 PTFE , 填 料 为 CoO-
。 不仅可减轻电弧对喷口的烧
Al 2O 3 CoO-Al 2O 3
蚀, 还可增强喷口上游区电弧的升温增压效果, 随着
含量的增加, 喷口的力学性能也随之降
CoO-Al 2O 3
低。喷 口 填 料 选 用 质 量 分 数 为 0.6% 的 CoO-
, 成型工艺为模压法 [ 14-16 ] 。
Al 2O 3
模压法为断路器喷口常用的压制工艺。模压
图5 三维混料机结构示意 法压制工艺如图 9 所示, 将聚四氟乙烯复合粉料
在钢质筒状模具中压制成型。受粉料与模具之
3 喷口成型工艺对喷口质量的影响 间, 以及粉料颗粒之间摩擦力的影响, 成型压力在
某公司自能灭弧室断路器设备在进行大电流开 由上到下的传递过程中存在损耗, 材料在轴向( 即
断近区故障模拟试验( L90 ) 的过程中, 其高温膨胀 压制方向) 会出现分层现象, 导致毛坯件的密度不
气体气吹通道的辅助喷口开裂。 均匀。由于模压法采用的是上下加压的方式, 毛
9
3