
Page 77 - 理化检验-物理分册2023年第四期
P. 77
贾仕君, 等: 聚氨酯管开裂原因
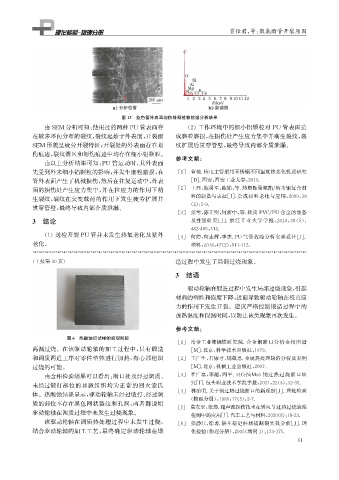
图13 蓝色管外表面划伤处颗粒物能谱分析结果
由SEM 分析可知: 使用过的两种 PU 管表面存 ( 2 )工作环境中的细小铝颗粒对 PU 管表面造
在较多环向分布的裂纹, 裂纹起始于外表面, 开裂面 成磨粒磨损, 在损伤处产生应力集中并萌生裂纹, 裂
SEM 形貌呈疲劳开裂特征; 开裂处的外表面存在划 纹扩展后贯穿管壁, 最终导致内部介质泄漏。
伤痕迹, 裂纹源区和划伤痕迹中均存在细小铝颗粒。 参考文献:
由以上分析结果可知: PU 管运动时, 其外表面
先受到外来细小铝颗粒的影响, 并发生磨粒磨损, 在 [ 1 ] 曹楠. 核电主管道用不锈钢不同温度热老化机理研究
管外表面产生了机械损伤, 然后在往复运动中, 外表 [ D ] . 西安: 西安工业大学, 2019.
面的损伤处产生应力集中, 并在拉应力的作用下萌 [ 2 ] 王珏, 陈勇军, 陈娟, 等. 热塑性聚氨酯 / 纳米铜复合材
生裂纹, 裂纹在交变载荷的作用下发生疲劳扩展并 料的制备与表征[ J ] . 合成材料老化与应用, 2009 , 38
( 2 ): 5-9.
贯穿管壁, 最终导致内部介质泄漏。
[ 3 ] 张琴, 陈正明, 何新中, 等. 软质 PVC / PU 合金的制备
3 结论 及性能研究[ J ] . 浙江工业大学学报, 2010 , 38 ( 5 ):
482-485 , 513.
( 1 )送检开裂 PU 管并未发生热氧老化及紫外
[ 4 ] 何婷, 何志辉, 李杰.PU 气管故障分析实验设计[ J ] .
老化。 塑料, 2018 , 47 ( 2 ): 111-113.
( 上接第30页) 造过程中发生了局部过烧现象。
3 结语
驱动轮轴在锻造过程中发生局部过烧现象, 引起
材料的塑性和强度下降, 进而导致驱动轮轴在校直应
力的作用下发生开裂。建议严格控制锻造过程中的
加热温度和保温时间, 以防止该类现象再次发生。
参考文献:
图6 热酸蚀后试样的宏观形貌
[ 1 ] 冶金工业部钢铁研究院. 合金钢断口分析金相图谱
高温过烧。在该驱动轮轴的加工过程中, 只有锻造 [ M ] . 北京: 科学技术出版社, 1979.
和调质两道工序对零件整体进行加热, 有心部组织 [ 2 ] 王广生, 石康才, 周敬恩. 金属热处理缺陷分析及案例
过烧的可能。 [ M ] . 北京: 机械工业出版社, 2007.
[ 3 ] 崔广磊, 李超, 阎平.34CrNiMo6 钢过热过烧断口研
由金相检验结果可以看出: 断口处及经过调质、
未经过锻打部位的显微组织均为正常的回火索氏 究[ J ] . 包头职业技术学院学报, 2021 , 22 ( 3 ): 32-35.
[ 4 ] 林治明. 关于钢过热过烧断口的新观察[ J ] . 理化检验
体。热酸蚀结果显示, 驱动轮轴未经过锻打、 经过调
( 物理分册), 1981 , 17 ( 5 ): 2-7.
质的部位不存在黑色网状裂纹和孔洞, 两者都说明
[ 5 ] 高东宏, 张炜. 超声波探伤技术在转向节过热过烧缺陷
驱动轮轴在调质过程中未发生过烧现象。
检测中的应用[ J ] . 汽车工艺与材料, 2020 ( 8 ): 18-23.
该驱动轮轴在调质热处理过程中未发生过烧, [ 6 ] 张静江, 徐勇. 轿车稳定杆球销断裂失效分析[ J ] . 理
结合驱动轮轴的加工工艺, 最终确定驱动轮轴在锻 化检验( 物理分册), 2005 ( 增刊1 ): 173-175.
6 1