
Page 62 - 理化检验-物理分册2022年第九期
P. 62
韩 斌, 等: 内燃机曲轴用 42CrMoA 钢表面压痕产生原因及质量改进
切边→扭转→压型→空冷→喷砂。一次喷砂后, 曲轴 次), 2 试样( 有压痕)。
#
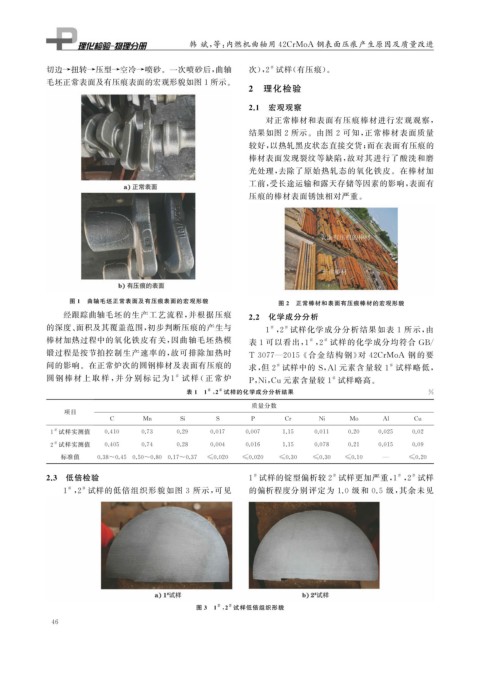
毛坯正常表面及有压痕表面的宏观形貌如图1所示。
2 理化检验
2.1 宏观观察
对正常棒材和表面有压痕棒材进行宏观观察,
结果如图 2 所示。由图 2 可知, 正常棒材表面质量
较好, 以热轧黑皮状态直接交货; 而在表面有压痕的
棒材表面发现裂纹等缺陷, 故对其进行了酸洗和磨
光处理, 去除了原始热轧态的氧化铁皮。在棒材加
工前, 受长途运输和露天存储等因素的影响, 表面有
压痕的棒材表面锈蚀相对严重。
图 1 曲轴毛坯正常表面及有压痕表面的宏观形貌 图 2 正常棒材和表面有压痕棒材的宏观形貌
经跟踪曲轴毛坯的生产工艺流程, 并根据压痕 2.2 化学成分分析
的深度、 面积及其覆盖范围, 初步判断压痕的产生与 1 , 2 试样化学成分分析结果如表 1 所示, 由
#
#
棒材加热过程中的氧化铁皮有关, 因曲轴毛坯热模 表 1 可以看出, 1 , 2 试样的化学成分均符合 GB /
#
#
锻过程是按节拍控制生产速率的, 故可排除加热时 T3077 — 2015 《 合金结构钢》 对 42CrMoA 钢 的 要
间的影响。在正常炉次的圆钢棒材及表面有压痕的 求, 但 2 试样中的 S , Al元素含量较 1 试样略低,
#
#
圆 钢 棒 材 上 取 样 , 并 分 别 标 记 为 1 试 样 ( 正 常 炉 P , Ni , Cu元素含量较 1 试样略高。
#
#
#
#
表 1 1 , 2 试样的化学成分分析结果 %
质量分数
项目
C Mn Si S P Cr Ni Mo Al Cu
1 试样实测值 0.410 0.73 0.29 0.017 0.007 1.15 0.011 0.20 0.025 0.02
#
2 试样实测值 0.405 0.74 0.28 0.004 0.016 1.15 0.078 0.21 0.015 0.09
#
标准值 0.38~0.45 0.50~0.80 0.17~0.37 ≤0.020 ≤0.020 ≤0.30 ≤0.30 ≤0.10 — ≤0.20
2.3 低倍检验 1 试样的锭型偏析较2 试样更加严重, 1 , 2 试样
#
#
#
#
1 , 2 试样的低倍组织形貌如图 3 所示, 可见 的偏析程度分别评定为 1.0 级和 0.5 级, 其余未见
#
#
#
#
图 3 1 , 2 试样低倍组织形貌
4 6