
Page 27 - 理化检验-物理分册2022年第七期
P. 27
潘 刚, 等: 基于超快冷工艺的 Q355B 钢板性能均匀性
不遮蔽, 板宽边部遮蔽, 侧喷和吹扫全开。分别取板
纵向的头、 中、 尾部位, 钢板横向边部和中间不同位
置制备试样, 进行力学性能测试和显微组织分析, 不
同取样位置如图 1 所示。
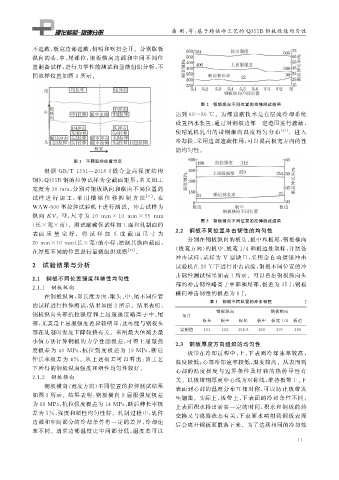
图 2 钢板纵向不同位置的拉伸测试结果
达到 60~80 ℃ 。边部遮蔽技术是在层流冷却系统
设置挡水装置, 通过对钢板边部一定范围进行遮蔽,
使精轧机轧出的带钢横向温度均匀分布 [ 13 ] 。进入
冷却段, 采用边部遮蔽作用, 可以提高板宽方向的性
能均匀性。
图 1 不同取样位置示意
根据 GB / T1591 — 2018 《 低 合 金 高 强 度 结 构
钢》, Q355B 钢的拉伸试样为全截面矩形, 名义加工
宽度为 30mm , 分别对钢板纵向和横向不同位置的
试样 进 行 加 工, 采 用 横 梁 位 移 控 制 方 法 [ 11 ] , 在
WAW-600 型拉伸试验机上进行测试。冲击试样为
型, 尺 寸 为 10 mm×10 mm×55 mm
纵向 KV 2
图 3 钢板横向不同位置的拉伸测试结果
( 长 × 宽 × 高)。测试前确保试样加工面和轧制面的
2.2 钢板不同位置冲击韧性的均匀性
表面 质 量 完 好。 将 试 样 加 工 成 截 面 尺 寸 为
分别在钢板纵向的板头、 板中和板尾, 钢板横向
20mm×10mm ( 长 × 宽) 的小样, 磨制其纵向截面,
( 板宽方向) 的板中、 板宽 1 / 4 和板边处取样, 并制备
在厚度不同的位置进行显微组织观察 [ 12 ] 。
冲击试样, 试样为 V 型缺口, 采用全自动摆锤冲击
2 试验结果与分析 试验机在20℃ 下进行冲击试验, 钢板不同位置的冲
击韧性测试结果如表 1 所示。可以看出钢板纵向头
2.1 钢板不同位置强度和塑性均匀性
部的冲击韧性略高于中部和尾部, 极差为 35J ; 钢板
2.1.1 钢板纵向
横向冲击韧性的极差为 8J 。
在钢板纵向, 即长度方向, 取头、 中、 尾不同位置
表 1 钢板不同位置的冲击韧性 J
的试样进行拉伸测试, 结果如图 2 所示。结果表明:
钢板纵向 钢板横向
钢板纵向头部抗拉强度和上屈服强度略高于中、 尾 项目
板头 板中 板尾 板中 板宽 1 / 4 板边
部, 尤其是上屈服强度差异较明显, 这可能与钢板头
实测值 193 152 158.8 189 197 189
部在轧制时温度下降较快有关。采用最大值减去最
小值方法计算钢板的力学性能极差, 可得上屈服强
2.3 钢板厚度方向组织的均匀性
度极差为 40 MPa , 抗拉强度极差为 19MPa , 断后
板带在冷却过程中, 上、 下表面冷却速率较高,
伸长率极差为 4% 。从上述极差可以看出: 该工艺
温度较低; 心部冷却速率较低, 温度较高。从表面到
下所得的钢板纵向强度和塑性均匀性较好。
心部的温度梯度与边界条件及材料的热传导性有
2.1.2 钢板横向 关。以板带钢厚度中心线为对称线, 维持板带上、 下
钢板横向( 宽度方向) 不同位置的拉伸测试结果
表面到心部的温度分布互相对称, 可以防止板带发
如图 3 所示。结果表明: 钢板横向上屈服强度极差
生翘曲。实际上, 板带上、 下表面的冷却条件不同,
为16MPa , 抗拉强度极差为14MPa , 断后伸长率极
上表面积水排出需要一定的时间, 积水和钢板的热
差为 3% , 强度和塑性均匀性好。轧制过程中, 轧件
交换又与沸腾状态有关; 下表面水喷射到钢板表面
边部和中间部分的冷却条件有一定的差异, 冷却速
后会离开钢板而散落下来。为了达到相同的冷却效
率不同。通常边部温度比中间部分低, 温度差可以
1 1