
Page 25 - 理化检验-物理分册2022年第七期
P. 25
冉 玲, 等: 渗碳和碳氮共渗淬火硬化层深度的测定精度影响因素
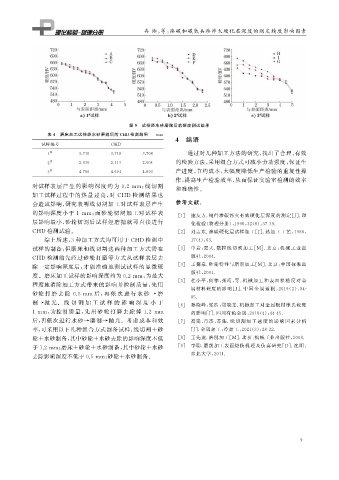
图 9 试样经水砂磨抛后的硬度测试结果
表 4 磨床加工试样经水砂磨抛后的 CHD 检测结果 mm
4 结语
试样编号 CHD
# 通过对几种加工方法的研究, 找出了合理、 有效
1 3.710 3.718 3.708
# 的检验方法, 采用组合方式可减小劳动强度, 保证生
2 2.030 2.113 2.004
# 产进度, 节约成本, 大幅度降低生产检验的重复性操
3 4.706 4.691 4.693
作, 提高生产检验效率, 从而保证实验室检测的效率
对试样表层 产生的影响深度约为 0.2mm ; 线切割
和准确性。
加工试样过程中的热量过高, 对 CHD 检测结果也
会造成影响, 研究表明线切割加工对试样表层产生 参考文献:
的影响深度小于 1 mm ; 而砂轮切割加工对试样表 [ 1 ] 施友方 . 钢件渗碳淬火有效硬化层深度的测定[ J ] . 理
层影响最小, 砂轮切割后试样经磨抛就可直接进行 化检验( 物理分册), 1996 , 32 ( 6 ): 37-39.
CHD 检测试验。 [ 2 ] 刘志东 . 渗碳硬化层试样加工[ J ] . 热加工工艺, 1988 ,
综上所述, 3 种加工方式均可用于 CHD 检测中 17 ( 4 ): 63.
试样的制备, 但磨床和线切割这两种加工方式需在 [ 3 ] 单岩, 夏天 . 数控线切割加工[ M ] . 北 京: 机 械 工 业 出
CHD 检测前先经过砂轮打磨等方式从试样表层去 版社, 2004.
[ 4 ] 王德泉 . 砂轮特性与磨削加工[ M ] . 北京: 中国标准出
除一定影响深度后, 才能准确地测试试样的显微硬
版社, 2001.
度。磨床加工试样的影响深度约为0.2mm , 为最大
[ 5 ] 杜小平, 何伟, 张靖, 等 . 机械加工和表面粗糙 度 对 金
程度地消除加工方式带来的影响并控制质量, 先用
属材料硬度的影 响[ J ] . 中 国 金 属 通 报, 2019 ( 2 ): 84-
砂轮 打 磨 去 除 0.5mm 后, 再 依 次 进 行 水 砂 → 磨
85.
制 → 抛 光。 线 切 割 加 工 试 样 的 影 响 深 度 小 于 [ 6 ] 孙晓峰, 张浩, 郑晓斐 . 机械加工对金属板材维氏硬度
1mm , 为控制 质 量, 先 用 砂 轮 打 磨 去 除 掉 1.2 mm 的影响[ J ] . 四川有色金属, 2018 ( 4 ): 44-45.
后, 再依次进行水砂 → 磨制 → 抛光。考虑成本和效 [ 7 ] 高建, 肖杰, 苏 伟 . 线 切 割 加 工 速 度 的 影 响 因 素 分 析
率, 可采用以下几种组合方式制备试样: 线切割 + 砂 [ J ] . 金属加工: 冷加工, 2021 ( 3 ): 28-32.
轮+水砂制备, 其中砂轮+水砂去除的影响深度不低 [ 8 ] 王先逵 . 磨削加工[ M ] . 北京: 机械工业出版社, 2008.
于1.2mm ; 磨床+砂轮+水砂制备, 其中砂轮+水砂 [ 9 ] 李聪 . 磨削加工表面烧伤机理及仿真研究[ D ] . 沈阳:
东北大学, 2011.
去除影响深度不低于0.5mm ; 砂轮+水砂制备。
9