
Page 59 - 理化检验-物理分册2022年第二期
P. 59
李 丹, 等: 奥氏体不锈钢焊缝中 δ铁素体含量测量方法对比
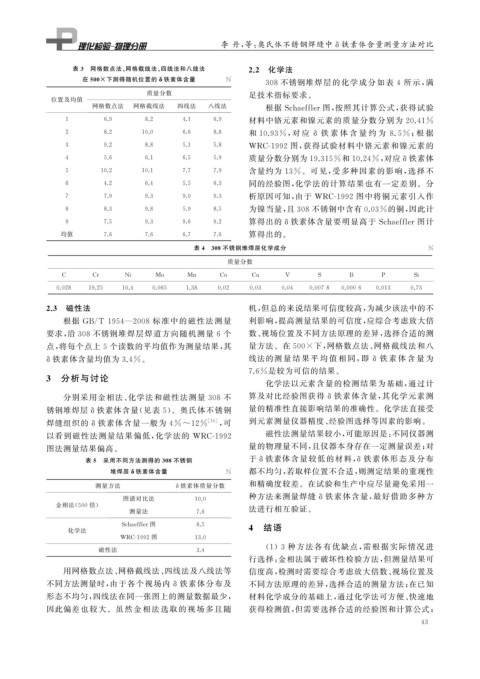
表 3 网格数点法、 网格截线法、 四线法和八线法 2.2 化学法
在 500× 下测得随机位置的 δ铁素体含量 %
308 不锈钢堆焊层的化学成分如表 4 所示, 满
质量分数 足技术指标要求。
位置及均值
网格数点法 网格截线法 四线法 八线法 根据 Schaeffler图, 按照其计算公式, 获得试验
1 6.9 8.2 4.1 6.9 材料中铬元素和镍元素的质量分数分别为 20.41%
2 8.2 10.0 6.6 8.8 和 10.93% , 对 应 δ 铁 素 体 含 量 约 为 8.5% ; 根 据
3 9.2 8.8 5.1 5.8 WRC-1992 图, 获得试验材料中铬元素和镍元素的
4 5.6 6.1 6.5 5.9 质量分数分别为19.315% 和10.24% , 对应δ铁素体
5 10.2 10.1 7.7 7.9 含量约为 13% 。可见, 受多种因素的影响, 选择不
同的经验图, 化学法的计算结果也有一定差别。分
6 4.2 6.4 5.5 6.3
析原因可知, 由于 WRC-1992 图中将铜元素引入作
7 7.9 9.3 9.0 9.3
8 8.3 9.8 5.9 8.5 为镍当量, 且308 不锈钢中含有0.03% 的铜, 因此计
9 7.5 9.3 9.6 9.2 算得出的 δ铁素体含量要明显高于 Schaeffler图计
均值 7.6 7.6 6.7 7.6 算得出的。
表 4 308 不锈钢堆焊层化学成分 %
质量分数
C Cr Ni Mo Mn Co Cu V S B P Si
0.028 19.25 10.4 0.065 1.38 0.02 0.03 0.04 0.0078 0.0006 0.013 0.73
2.3 磁性法 机, 但总的来说结果可信度较高, 为减少该法中的不
根据 GB / T1954 — 2008 标准中的磁性法测量 利影响, 提高测量结果的可信度, 应综合考虑放大倍
要求, 沿 308 不锈钢堆焊层焊道方向随机测量 6 个 数、 视场位置及不同方法原理的差异, 选择合适的测
点, 将每个点上 5 个读数的平均值作为测量结果, 其 量方法。在 500× 下, 网格数点法、 网格截线法和八
δ铁素体含量均值为 3.4% 。 线法的测 量 结 果 平 均 值 相 同, 即 δ 铁 素 体 含 量 为
7.6% 是较为可信的结果。
3 分析与讨论
化学法以元素含量的检测结果为基础, 通过计
分别采用金相法、 化学法和磁性法测量 308 不 算及对比经验图获得 δ 铁素体含量, 其化学元素测
锈钢堆焊层 δ铁素体含量( 见表 5 )。奥氏体不锈钢 量的精准性直接影响结果的准确性。化学法直接受
[ 10 ] 到元素测量仪器精度、 经验图选择等因素的影响。
焊缝组织的 δ 铁素体含量一般为 4%~12% , 可
磁性法测量结果较小, 可能原因是: 不同仪器测
以看到磁性法测量结果偏低, 化学法的 WRC-1992
量的物理量不同, 且仪器本身存在一定测量误差; 对
图法测量结果偏高。
表 5 采用不同方法测得的 308 不锈钢 于 δ铁素体含量较低的材料, δ 铁素体形态及分布
堆焊层 δ铁素体含量 % 都不均匀, 若取样位置不合适, 则测定结果的重现性
测量方法 δ铁素体质量分数 和精确度较差。在试验和生产中应尽量避免采用一
图谱对比法 10.0 种方法来测量焊缝 δ 铁素体含量, 最好借助多种方
金相法( 500 倍)
测量法 7.6 法进行相互验证。
Schaeffler图 8.5 4 结语
化学法
WRC-1992 图 13.0
( 1 ) 3 种方法各有优缺点, 需根据实际情况进
磁性法 3.4
行选择: 金相法属于破坏性检验方法, 但测量结果可
用网格数点法、 网格截线法、 四线法及八线法等 信度高, 检测时需要综合考虑放大倍数、 视场位置及
不同方法测量时, 由于各个视场内 δ 铁素体分布及 不同方法原理的差异, 选择合适的测量方法; 在已知
形态不均匀, 四线法在同一张图上的测量数据最少, 材料化学成分的基础上, 通过化学法可方便、 快速地
因此偏差也较大。虽然金相法选取的视场多 且随 获得检测值, 但需要选择合适的经验图和计算公式;
4 3