
Page 52 - 理化检验-物理分册2021年第七期
P. 52
田慧玲, 等: GB / T24174 — 2009 中钢烘烤硬化值测定方法的修订及解读
笔者阐述了 GB / T24174-2009 的修订内容, 并对
新增的 4 种烘烤硬化值测定方法提出的目的和主要
技术内容的变化做了介绍, 同时给出了相关验证试
验结果, 分析了不同试样型号、 拉伸试验速率、 烘烤
条件( 放置方式、 加热设备)、 烘烤温度、 保温时间和
预拉伸应变量设置偏差等对烘烤硬化值测定结果的
影响。
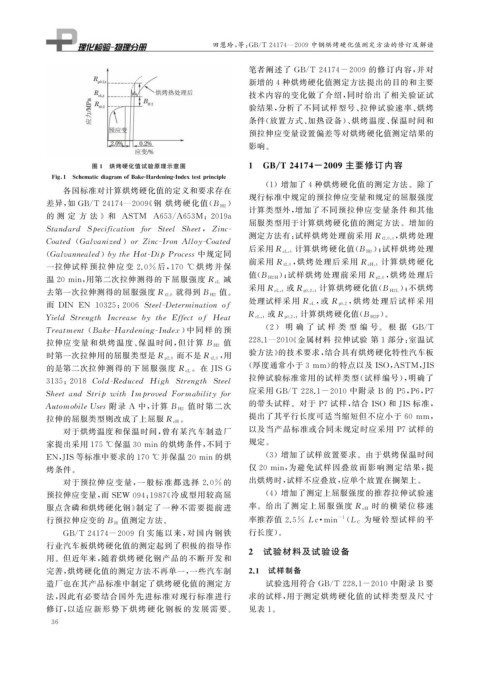
图 1 烘烤硬化值试验原理示意图 1 GB / T24174-2009 主要修订内容
Fi g 1 Schematicdia g ramofBake-Hardenin g -Indextest p rinci p le
( 1 )增加了 4 种烘烤硬化值的测定方法。除了
各国标准对计算烘烤硬化值的定义和要求存在
现行标准中规定的预拉伸应变量和规定的屈服强度
)
差异, 如 GB / T24174 — 2009 《 钢 烘烤硬化值( B H2
计算类型外, 增加了不同预拉伸应变量条件和其他
的 测 定 方 法 》和 ASTM A653 / A653M : 2019a
屈服类型用于计算烘烤硬化值的测定方法。增加的
Standard S p eci f ication f or Steel Sheet , Zinc-
, 烘烤处理
测定方法有: 试样烘烤处理前采用 R t2.0 , t
Coated ( Galvanized ) orZinc-Iron Allo y -Coated
); 试样烘烤处理
( Galvannealed ) b y theHot-Di pProcess 中规定同 后采用 R eL , t 计算烘烤硬化值( B H0
计算烘烤硬化
前采用 R t2.0 , 烘烤处理后采用 R eH , t
一拉伸试样预拉 伸 应 变 2.0% 后, 170 ℃ 烘 烤 并 保
, 烘烤处理后
值( B H2H ); 试样烘烤处理前采用 R p 2.0
减
温 20min , 用第二次拉伸测得的下屈服强度 R eL
); 不烘烤
值。 采用 R eL , t 或 R p 0.2 , t 计算烘烤硬化值( B H2L
去第一次拉伸测得的屈服强度 R t2.0 就得到 B H2
, 烘 烤 处 理 后 试 样 采 用
而 DIN EN 10325 : 2006 Steel-Determinationo f 处理试样采 用 R eL , 或 R p 0.2
)。
Yield Stren g th Increaseb y the E ff ecto f Heat R eL , t 或 R p 0.2 , t 计算烘烤硬化值( B H2P
Treatment ( Bake-Hardenin g -Index ) 中 同 样 的 预 ( 2 ) 明 确 了 试 样 类 型 编 号。 根 据 GB / T
值 228.1 — 2010 《 金属材料 拉伸试验 第 1 部分: 室温试
拉伸应变量和烘烤温度、 保温时间, 但计算 B H2
, 用 验方法》 的技术要求, 结合具有烘烤硬化特性汽车板
时第一次拉伸用的屈服类型是 R p 2.0 而不是 R t2.0
( 厚度通常小于 3mm ) 的特点以及ISO , ASTM , JIS
。在 JISG
的是第二次拉伸测得的下屈服强度 R eL
拉伸试验标准常用的试样类型( 试样编号), 明确了
3135 : 2018 Cold-Reduced Hi g h Stren g th Steel
SheetandStri p withIm p roved Formabilit yf or 应采用 GB / T228.1-2010 中附录 B 的 P5 , P6 , P7
的带头试样。对于 P7 试样, 结合ISO 和 JIS 标准,
值时第二次
AutomobileUses 附录 A 中, 计算 B H2
。 提出了其平行长度可适当缩短但不应小于 60mm ,
拉伸的屈服类型则改成了上屈服 R eH
对于烘烤温度和保温时间, 曾有某汽车制造厂 以及当产品标准或合同未规定时应采用 P7 试样的
家提出采用175℃ 保温30min的烘烤条件, 不同于 规定。
EN , JIS 等标准中要求的170℃ 并保温20min的烘 ( 3 )增加了试样放置要求。由于烘烤保温时间
仅 20min , 为避免试样因叠放而影响测定结果, 提
烤条件。
对于预拉伸应变量, 一般标准都选择 2.0% 的 出烘烤时, 试样不应叠放, 应单个放置在搁架上。
预拉伸应变量, 而 SEW094 : 1987 《 冷成型用较高屈 ( 4 )增加了测定上屈服强度的推荐拉伸试验速
服点含磷和烘烤硬化钢》 制定了一种不需要提前进 率。给出了测定上屈服强度 R eH 时的横梁位移速
-1 为哑铃型试样的平
值测定方法。
行预拉伸应变的 B H 率推荐值 2.5% Lc · min ( L C
GB / T24174-2009 自 实 施 以 来, 对 国 内 钢 铁 行长度)。
行业汽车板烘烤硬化值的测定起到了积极的指导作
2 试验材料及试验设备
用。但近年来, 随着烘烤硬化钢产品的不断开发和
完善, 烘烤硬化值的测定方法不再单一, 一些汽车制 2.1 试样制备
造厂也在其产品标准中制定了烘烤硬化值的测定方 试验选用符合 GB / T228.1-2010 中附录 B 要
法, 因此有必要结合国外先进标准对现行标准进行 求的试样, 用于测定烘烤硬化值的试样类型及尺寸
修订, 以适应新形势下烘烤硬化 钢板的发展需要。 见表 1 。
3 6