
Page 70 - 理化检验-物理分册2021年第四期
P. 70
王 森, 等: 电梯主驱动轴开裂原因
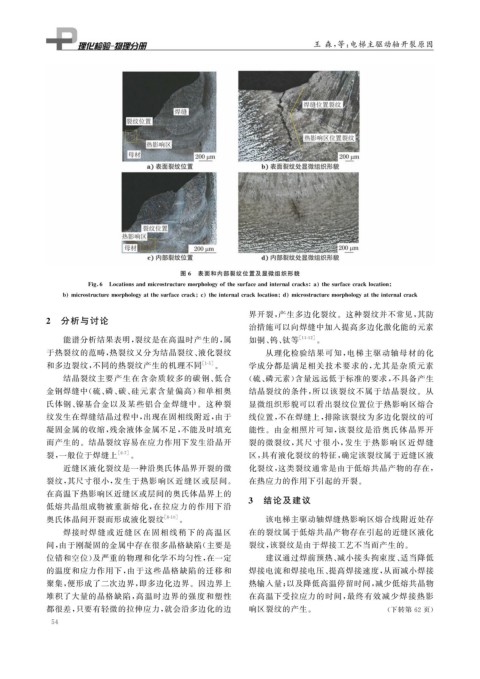
图 6 表面和内部裂纹位置及显微组织形貌
Fi g 6 Locationsandmicrostructuremor p holo gy ofthesurfaceandinternalcracks a thesurfacecracklocation
b microstructuremor p holo gy atthesurfacecrack c theinternalcracklocation d microstructuremor p holo gy attheinternalcrack
界开裂, 产生多边化裂纹。这种裂纹并不常见, 其防
2 分析与讨论
治措施可以向焊缝中加入提高多边化激化能的元素
能谱分析结果表明, 裂纹是在高温时产生的, 属 如铜、 钨、 钛等 [ 11-12 ] 。
于热裂纹的范畴, 热裂纹又分为结晶裂纹、 液化裂纹 从理化检验结果可知, 电梯主驱动轴母材的化
和多边裂纹, 不同的热裂纹产生的机理不同 [ 1-5 ] 。 学成分都是满足相关技术要求的, 尤其是杂质元素
结晶裂纹主要产生在含杂质较多的碳钢、 低合 ( 硫、 磷元素) 含量远远低于标准的要求, 不具备产生
金钢焊缝中( 硫、 磷、 碳、 硅元素含量偏高) 和单相奥 结晶裂纹的条件, 所以该裂纹不属于结晶裂纹。从
氏体钢、 镍基合金以及某些铝合金焊缝中。这种裂 显微组织形貌可以看出裂纹位置位于热影响区熔合
纹发生在焊缝结晶过程中, 出现在固相线附近, 由于 线位置, 不在焊缝上, 排除该裂纹为多边化裂纹的可
凝固金属的收缩, 残余液体金属不足, 不能及时填充 能性。由金相照片可知, 该裂纹是沿奥氏体晶界开
而产生的。结晶裂纹容易在应力作用下发生沿晶开 裂的微裂纹, 其尺寸很小, 发生于热影响区近焊缝
裂, 一般位于焊缝上 [ 6-7 ] 。 区, 具有液化裂纹的特征, 确定该裂纹属于近缝区液
近缝区液化裂纹是一种沿奥氏体晶界开裂的微 化裂纹, 这类裂纹通常是由于低熔共晶产物的存在,
裂纹, 其尺寸很小, 发生于热影响区近缝区或层间。 在热应力的作用下引起的开裂。
在高温下热影响区近缝区或层间的奥氏体晶界上的
低熔共晶组成物被重新熔化, 在拉应力的作用下沿 3 结论及建议
奥氏体晶间开裂而形成液化裂纹 [ 8-10 ] 。 该电梯主驱动轴焊缝热影响区熔合线附近处存
焊接时焊缝或近缝区在固相线稍下的高 温区 在的裂纹属于低熔共晶产物存在引起的近缝区液化
间, 由于刚凝固的金属中存在很多晶格缺陷( 主要是 裂纹, 该裂纹是由于焊接工艺不当而产生的。
位错和空位) 及严重的物理和化学不均匀性, 在一定 建议通过焊前预热、 减小接头拘束度、 适当降低
的温度和应力作用下, 由于这些晶格缺陷的迁移和 焊接电流和焊接电压、 提高焊接速度, 从而减小焊接
聚集, 便形成了二次边界, 即多边化边界。因边界上 热输入量; 以及降低高温停留时间, 减少低熔共晶物
堆积了大量的晶格缺陷, 高温时边界的强度和塑性 在高温下受拉应力的时间, 最终有效减少焊接热影
都很差, 只要有轻微的拉伸应力, 就会沿多边化的边 响区裂纹的产生。 ( 下转第 62 页)
5 4