
Page 71 - 理化检验-物理分册2021年第四期
P. 71
DOI : 10.11973 / lh jy -wl202104014
气门弹簧早期断裂原因
聂 轮
( 浙江美力科技股份有限公司,绍兴 312000 )
摘 要: 某公司生产的气门弹簧在用户安装使用几小时后即发生早期断裂。采用宏观观察、 微
观分析、 金相检验及硬度测试等方法对气门弹簧的早期断裂原因进行了分析。结果表明: 气门弹簧
表面存在折叠裂纹缺陷, 该缺陷是在原材料轧制过程中产生的。在交变载荷作用下, 折叠裂纹尖端
的延伸部分成为疲劳裂纹源并不断扩展, 从而造成气门弹簧早期疲劳断裂。
关键词: 气门弹簧;早期断裂;折叠裂纹;交变载荷;应力集中
中图分类号: TG115.2 文献标志码: B 文章编号: 1001-4012 ( 2021 ) 04-0055-03
Earl yFractureCausesofValveS p rin g
NIELun
Zhe j ian g MeiliHi g hTechnolo gyCo Ltd Shaoxin g312000 China
Abstract : Thevalves p rin gp roducedb yacom p an yfracturedearl yafterseveralhoursofinstallation.The
earl y fracturecausesofthevalves p rin gwereanal y zedb ymeansofmacrosco p icobservation , microsco p icanal y sis ,
metallo g ra p hicexaminationandhardnesstest.Theresultsshowthattherewasfoldin gcrackonthesurfaceofthe
valves p rin g , whichwasp roducedintherollin gp rocessofraw materials.Undertheactionofalternatin g load , the
extensionp artofthefoldin g crackti pbecamethesourceoffati g uecrackandex p andedcontinuousl y , resultedinthe
earl y fracturefailureofthevalves p rin g .
Ke y words : valves p rin g ; earl y fracture ; foldin gcrack ; alternatin g load ; stressconcentration
某公司生产的气门弹簧, 用户安装使用几小时 在体视显 微 镜 下 观 察 断 口, 形 貌 如 图 2 所 示, 可
后 即 发 生 了 早 期 断 裂, 该 气 门 弹 簧 的 材 料 为 见有放射纹路收敛 于 钢 丝 表 面 的 裂 纹 处, 为 单 一
VDCrSi弹簧钢, 线径为 5.2 mm , 总圈数 10.1 圈, 断裂源。断裂源区宏观形 貌 如 图 3 所 示, 位 于 弹
有效 圈 数 8.1 圈, 旋 向 为 右 旋, 设 计 最 大 应 力 为 簧内侧。
839.8MPa , 疲劳寿命要求为 3×10 周次。该气门
7
弹簧的生产工艺流程为: 原材料( 油淬火回火态) →
卷簧 → 回火 → 磨簧 → 喷丸 → 立定处理 → 清洗上油 →
包装。笔者对该早期断裂弹簧进行了检验和分析,
以期类似事件不再发生。
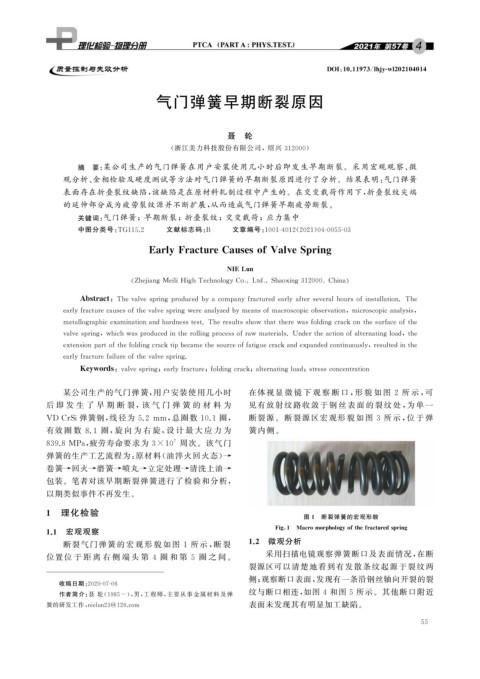
1 理化检验 图 1 断裂弹簧的宏观形貌
1.1 宏观观察 Fi g 1 Macromor p holo gy ofthefractureds p rin g
断裂气门弹簧 的 宏 观 形 貌 如 图 1 所 示, 断 裂 1.2 微观分析
采用扫描电镜观察弹簧断口及表面情况, 在断
位置位 于 距 离 右 侧 端 头 第 4 圈 和 第 5 圈 之 间。
裂源区可以清楚地看到有发散条纹起源于裂纹两
侧; 观察断口表面, 发现有一条沿钢丝轴向开裂的裂
收稿日期: 2020-07-06
作者简介: 聂 轮( 1985- ), 男, 工程师, 主要从事金属材料及弹 纹与断口相连, 如图 4 和图 5 所示。其他断口附近
簧的研发工作, nielun23@126.com 表面未发现其有明显加工缺陷。
5 5