
Page 78 - 理化检验-物理分册2021年第一期
P. 78
石凤仙, 等: 镍基单晶合金涡轮叶片开裂原因
工, 气膜孔的引入会破坏涡轮叶片整体结构的完整
性, 可能产生电弧烧伤、 重熔层或不规则缺口等缺
陷 [ 6 ] 。气膜孔表面完整性不良, 引起应力集中, 使其
成为叶片结构强度的薄弱部位, 从而对叶片的疲劳
强度和寿命产生较大的影响, 因此, 在气膜孔加工过
程中, 应通过探索及优化电火花和激光脉冲能量密
度、 脉冲持续时间、 扫描速率等工艺参数, 以实现无
重熔层、 无微裂纹的加工制孔, 提升气膜孔表面完整
性, 同时增加气膜孔表面完整性检测次数, 控制气膜
孔表面缺陷, 减少涡轮叶片疲劳裂纹的萌生 [ 7-8 ] 。
从榫头伸根的金相检验结果可以看出, 榫头伸
根的显微组织主要由 γ+γ'+ ( γ+γ' ) 共晶组成, 未
见明显异常, 由榫头伸根断口形貌可以看出, 裂纹由
榫头缘板加强筋圆弧面亚表面处起始, 向榫头内部
扩展, 裂纹源区发现疏松缺陷。有研究 [ 9-10 ] 表明, 某
航空发动机涡轮叶片在服役过程中发生断裂, 榫头
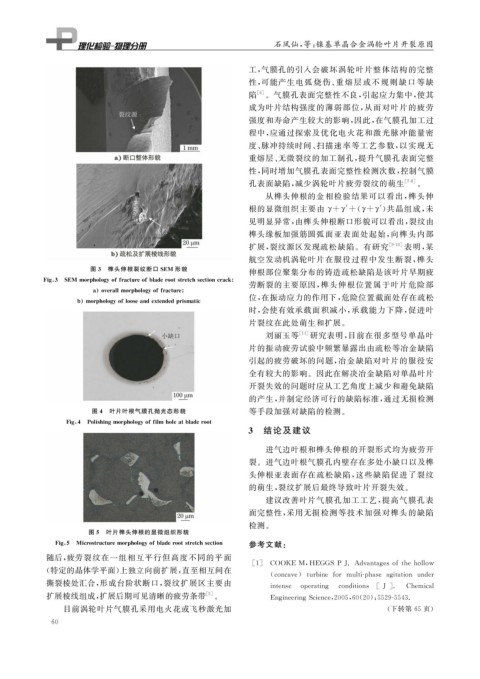
图 3 榫头伸根裂纹断口 SEM 形貌
伸根部位聚集分布的铸造疏松缺陷是该叶片早期疲
Fi g 3 SEM mor p holo gy offractureofbladerootstretchsectioncrack
劳断裂的主要原因, 榫头伸根位置属于叶片危险部
a overallmor p holo gy offracture
位, 在振动应力的作用下, 危险位置截面处存在疏松
b mor p holo gy oflooseandextendedp rismatic
时, 会使有效承载面积减小, 承载能力下降, 促进叶
片裂纹在此处萌生和扩展。
刘丽玉等 [ 11 ] 研究表明, 目前在很多型号单晶叶
片的振动疲劳试验中频繁暴露出由疏松等冶金缺陷
引起的疲劳破坏的问题, 冶金缺陷对叶片的服役安
全有较大的影响。因此在解决冶金缺陷对单晶叶片
开裂失效的问题时应从工艺角度上减少和避免缺陷
的产生, 并制定经济可行的缺陷标准, 通过无损检测
图 4 叶片叶根气膜孔抛光态形貌 等手段加强对缺陷的检测。
Fi g 4 Polishin gmor p holo gy offilmholeatbladeroot
3 结论及建议
进气边叶根和榫头伸根的开裂形式均为疲劳开
裂。进气边叶根气膜孔内壁存在多处小缺口以及榫
头伸根亚表面存在疏松缺陷, 这些缺陷促进了裂纹
的萌生, 裂纹扩展后最终导致叶片开裂失效。
建议改善叶片气膜孔加工工艺, 提高气膜孔表
面完整性, 采用无损检测等技术加强对榫头的缺陷
检测。
图 5 叶片榫头伸根的显微组织形貌
Fi g 5 Microstructuremor p holo gy ofbladerootstretchsection 参考文献:
随后, 疲劳裂纹在一组相互平行但高度不同的平面
[ 1 ] COOKE M , HEGGSPJ.Advanta g esofthehollow
( 特定的晶体学平面) 上独立向前扩展, 直至相互间在
( concave ) turbinefor multi- p hase a g itation under
撕裂棱处汇合, 形成台阶状断口, 裂纹扩展区主要由
intense o p eratin g conditions [ J ] . Chemical
扩展棱线组成, 扩展后期可见清晰的疲劳条带 [ 5 ] 。 En g ineerin gScience , 2005 , 60 ( 20 ): 5529-5543.
目前涡轮叶片气膜孔采用电火花或飞秒激光加 ( 下转第 65 页)
6 0