
Page 35 - 理化检验-物理分册2020年第二期
P. 35
王 亮, 等: 铝合金汽车板罗平线的影响因素
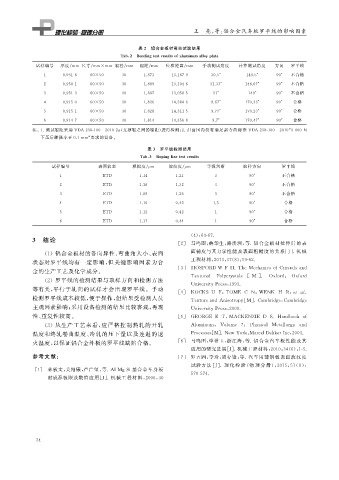
表 2 铝合金板材弯曲试验结果
Tab敭2 Bendin g testresultsofaluminumallo yp late
试样编号 厚度 / mm 尺寸 / mm×mm 辊径 / mm 辊距 / mm 位移距离 / mm 手动测试角度 计算测试角度 方向 罗平线
1 0.9516 60×50 30 1.873 13.1679 30.5° 149.5° 90° 不合格
2 0.9501 60×50 30 1.889 13.1046 31.33° 148.67° 90° 不合格
3 0.9513 60×50 30 1.887 13.0585 31° 149° 90° 不合格
4 0.9150 60×50 30 1.826 14.2846 9.67° 170.33° 90° 合格
5 0.9151 60×50 30 1.828 14.3115 9.77° 170.23° 90° 合格
6 0.9147 60×50 30 1.814 14.3568 9.7° 170.47° 90° 合格
注: 1. 测试辊距采用 VDA238G100-20102a ( 支撑辊之间的辊距) 进行检测; 2. 目前国内没有满足新弯曲标准 VDA238G100-2010 “ 3000N
下压后膨胀小于 0.1mm ” 要求的设备.
表 3 罗平线检测结果
Tab敭3 Ro p in g linetestresults
试样编号 表面状态 粗糙度 / m 波纹度 / m 等级判断 取样方向 罗平线
μ μ
1 ETD 1.14 1.21 3 90° 不合格
2 ETD 1.16 1.32 3 90° 不合格
3 ETD 1.09 1.26 3 90° 不合格
4 ETD 1.16 0.42 1.5 90° 合格
合格
5 ETD 1.12 0.42 1 90°
合格
6 ETD 1.17 0.44 1 90°
( 4 ): 64G67.
3 结论 [ 2 ] 马鸣图, 梅华生, 路洪洲, 等 . 铝合金板材拉伸后的表
( 1 )铝合金板材的各向异性、 弯曲角大小、 表面 面橘皮与其力学性能及表面粗糙度的关系[ J ] . 机械
状态对罗平线均有一定影响, 但关键影响因素为合 工程材料, 2013 , 37 ( 8 ): 59G62.
[ 3 ] HOSFORD W F H.The MechanicsofCr y stalsand
金的生产工艺及化学成分.
Textured Pol y cr y stals [ M ] . Oxford : Oxford
( 2 )罗平线的检测结果与取样方向和检测方法
Universit yPress , 1993.
等有关, 平行于轧向的试样才会出现罗平线.手动
[ 4 ] KOCKS U F , TOME C N , WENK H R , et al.
检测罗平线成本较低, 便于操作, 但结果受检测人员
Textureand Anisotro py [ M ] .Cambrid g e : Cambrid g e
主观因素影响; 采用设备检测的结果比较客观, 再现
Universit yPress , 2000.
性、 重复性较高. [ 5 ] GEORGE E T , MACKENZIE D S.Handbook of
( 3 )从生产工艺来看, 应严格控制热轧的开轧 Aluminum , Volume 7 : Ph y sical Metallur gy and
温度和终轧卷曲温度、 冷轧的压下量以及连退的退 Processes [ M ] .New York : MarcelDekkerInc , 2003.
[ 6 ] 马鸣图, 毕祥玉, 游江海, 等 . 铝合金汽车板性能及其
火温度, 以保证铝合金外板的罗平线缺陷合格.
应用的研究进展[ J ] . 机械工程材料, 2010 , 34 ( 6 ): 1G5.
参考文献: [ 7 ] 罗五四, 李玲, 周存锋, 等 . 汽车用薄钢板表面波纹度
试验方 法 [ J ] . 理 化 检 验 ( 物 理 分 册), 2015 , 51 ( 8 ):
[ 1 ] 林敦文, 关绍康, 卢广玺, 等 .AlGM g GSi基合金车身板
570G574.
材成形极限及数值应用[ J ] . 机械工程材料, 2006 , 30
2 4