
Page 101 - 理化检验-化学分册2017第八期
P. 101
卢 权, 等: 350MW 亚临界机组 T91 钢再热器管泄漏失效分析
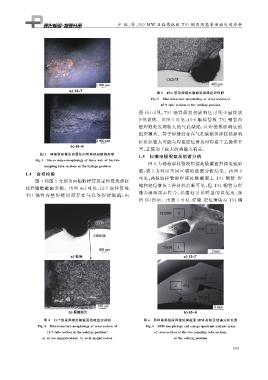
图 5 45G6 管段焊缝处横截面显微组织形貌
Fi g 敭5 Microstructuremor p holo gy ofcrossGsectionof
45G6tubesectionattheweldin gp osition
图 4b ) 可见, T91 钢管焊接热影响区可见少量块状
δG 铁素体.由图 5 可见, 45G6 取样管段 T91 钢管内
壁焊缝处发现较大的气孔缺陷, 且焊接热影响区的
组织粗大.管子焊缝处存在气孔缺陷及焊接热影响
区组织粗大可能与焊接定位滑块时焊接工艺操作不
当, 且使用了较大的热输入有关.
图 3 两根取样管段泄漏处内壁体视显微镜形貌
1.5 扫描电镜观察及能谱分析
Fi g 敭3 StereomicroGmor p holo gy ofinnerwallofthetwo
图 6 为两根取样管段焊接处横截面扫描电镜形
sam p lin g tubesectionsattheleaka g e p osition
1.4 金相检验 貌, 表 3 为对应不同区域的能谱分析结果.由图 6
可见, 两根取样管段焊接处横截面上 T91 钢管、 焊
图 4 和图 5 分别为两根取样管段定位滑块焊接
缝和定位滑块 3 种材料清晰可见, 但 T91 钢管与焊
处焊缝横截面形貌.由图 4a ) 可见, 12G7 取样管段
缝金属局部未焊合, 界面处可见明显的氧化皮, 如
T91 钢 管 内 壁 焊 缝 局 部 存 在 气 孔 等 焊 接 缺 陷; 由
图 6b ) 所示.由表 3 可见, 焊缝、 定位滑块与 T91 钢
图 4 12G7 管段焊接处横截面显微组织形貌 图 6 两种取样管段焊接处横截面 SEM 形貌及能谱分析位置
Fi g 敭4 Microstructuremor p holo gy ofcrossGsectionof Fi g 敭6 SEM mor p holo gy andener gy s p ectrumanal y sisareas
12G7tubesectionattheweldin gp osition ofcrossGsectionofthetwosam p lin g tubesections
a atlowma g nification b localma g nification attheweldin gp osition
6 0 9