
Page 100 - 理化检验-化学分册2017第八期
P. 100
卢 权, 等: 350MW 亚临界机组 T91 钢再热器管泄漏失效分析
1 理化检验
1.1 宏观分析
两根取样管段材料牌号、 管段规格及取样编号
见表 1 .
表 1 两根取样管段材料牌号、 规格及编号
Tab敭1 Thematerialtrademarks s p ecificationsand
numbersofthetwosam p lin g tubesections
材料 管段规格 / 取样
管段位置
牌号 ( mm×mm ) 编号
迎火侧第 12 排第 7 根 T91 钢 ϕ 63.5×4 12G7
迎火侧第 45 排第 6 根 T91 钢 ϕ 63.5×4 45G6
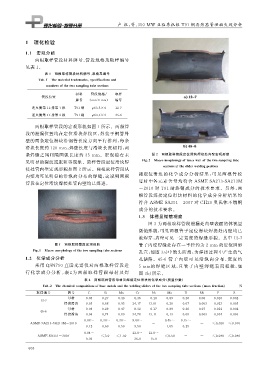
两根取样管段的宏观形貌如图 1 所示.两根管
段的泄漏位置均在定位滑块焊接区, 焊接于钢管外
壁的两条定位滑块沿钢管长度方向平行排列, 每条
滑块长度约 120mm , 焊缝长度与滑块长度相同, 两
条焊缝之间间隔圆弧长度约 35 mm .宏观检查未 图 2 两根取样管段定位滑块焊接处内壁宏观形貌
见明显的裂纹或胀粗等现象.取样管段定位滑块焊 Fi g 敭2 Macromor p holo gy ofinnerwallofthetwosam p lin g tube
接处管内壁宏观形貌如图 2 所示.两根取样管段从 sectionsatthesliderweldin gp osition
接定位滑 块 的 化 学 成 分 分 析 结 果, 可 见 两 根 管 段
内壁均可见明显的沿纵向分布的焊缝, 这说明两根
管段在定位滑块焊接处管内壁均已焊透. 母材中各元素含量均符合 ASMESA213GSA213M
-2010 对 T91 耐热钢成分的技术要求.另外, 两
根管段焊接定位滑块材料的化学成分分析结果均
符合 ASMESA351-2007 对 CH20 奥氏体不锈钢
成分的技术要求.
1.3 体视显微镜观察
图 3 为两根取样管段泄漏处内壁表面的体视显
微镜形貌, 可见两根管子定位滑块焊接处内壁均已
被焊穿, 内壁可见一定宽度的焊缝形貌.其中 12G7
图 1 两根取样管段宏观形貌 管子内壁焊缝处存在一半径约为 2mm 的近似圆形
Fi g 敭1 Macromor p holo gy ofthetwosam p lin g tubesections 孔穴, 如图 3a ) 中箭头所指, 为焊接过程中产生的气
1.2 化学成分分析 孔缺陷. 45G6 管 子 内 壁 可 见 沿 纵 向 分 布、 宽 度 约
采用 QSN750 直读光谱仪对两根取样管 段 进 5mm的 焊 缝 区 域, 且 管 子 内 壁 焊 缝 表 面 粗 糙, 如
行化 学 成 分 分 析 . 表 2 为 两 根 取 样 管 段 母 材 及 焊 图 3b ) 所示.
表 2 两根取样管段母材及焊接定位滑块的化学成分( 质量分数)
Tab敭2 Thechemicalcom p ositionsofbasemetalsandtheweldin g slidersofthetwosam p lin g tubesections massfraction %
取样编号 牌号 C Si Mn Cr Ni Mo V Nb P S
母材 0.09 0.27 0.46 8.36 0.18 0.89 0.20 0.08 0.010 0.002
12G7
焊接滑块 0.05 0.68 0.95 24.17 13.01 0.20 0.07 0.003 0.023 0.005
母材 0.09 0.29 0.47 8.32 0.17 0.89 0.20 0.07 0.012 0.002
45G6
焊接滑块 0.06 0.74 0.89 24.78 13.11 0.13 0.08 0.003 0.024 0.005
0.08~ 0.30~ 0.20~ 8.00~ 0.85~ 0.15~
ASMESA213GSA213M-2010 - - ≤0.020 ≤0.010
0.12 0.60 0.50 9.50 1.05 0.25
0.04~ 22.0~ 12.0~
ASMESA351-2007 ≤2.0 ≤1.50 ≤0.50 - - ≤0.040 ≤0.040
0.20 26.0 15.0
6 0 8