
Page 65 - 理化检验-物理分册2025年第三期
P. 65
闫敬明:火电机组基建期锅炉金属部件检验典型问题
缝等。
(4) 安装前检验中,要在焊缝、钢管母材、弯头/
弯管等管件母材的每个圆周截面上至少选择3个部
位(尽可能在圆周四等分的位置)进行硬度测试。重
点关注Cr元素质量分数为9%~12%的马氏体型耐
热钢,以及其他温度和压力较高的管道和管屏,同时
应加强对管件的弯管(起弧和终弧)部分、弯管外弧
面两侧肩部位置硬度的检验,及时采用金相检验方
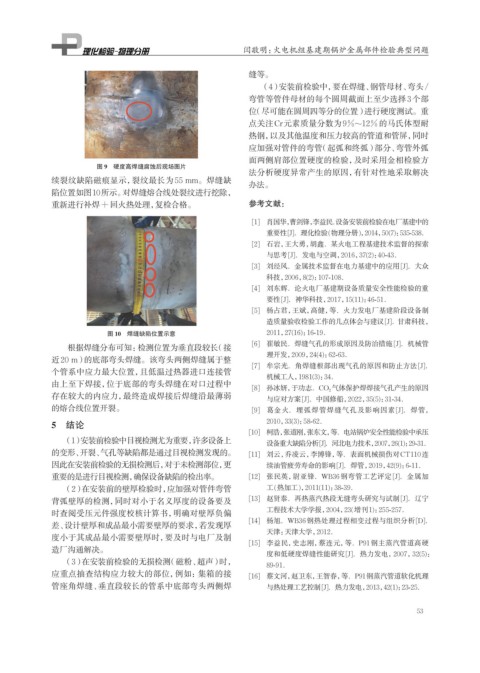
图 9 硬度高焊缝腐蚀后现场图片
法分析硬度异常产生的原因,有针对性地采取解决
续裂纹缺陷磁痕显示,裂纹最长为55 mm。焊缝缺
办法。
陷位置如图10所示。对焊缝熔合线处裂纹进行挖除,
重新进行补焊+回火热处理, 复检合格。 参考文献:
[1] 肖国华,曹剑锋,李益民.设备安装前检验在电厂基建中的
重要性[J].理化检验(物理分册),2014,50(7):535-538.
[2] 石岩,王大勇,胡鑫.某火电工程基建技术监督的探索
与思考[J].发电与空调,2016,37(2):40-43.
[3] 刘经风.金属技术监督在电力基建中的应用[J].大众
科技,2006,8(2):107-108.
[4] 刘东辉.论火电厂基建期设备质量安全性能检验的重
要性[J].神华科技,2017,15(11):46-51.
[5] 杨占君,王斌,高健,等.火力发电厂基建阶段设备制
造质量验收检验工作的几点体会与建议[J].甘肃科技,
图 10 焊缝缺陷位置示意 2011,27(16):16-19.
根据焊缝分布可知:检测位置为垂直段较长(接 [6] 崔敏民.焊缝气孔的形成原因及防治措施[J].机械管
理开发,2009,24(4):62-63.
近20 m)的底部弯头焊缝。该弯头两侧焊缝属于整
[7] 牟宗光.角焊缝根部出现气孔的原因和防止方法[J].
个管系中应力最大位置,且低温过热器进口连接管
机械工人,1981(3):34.
由上至下焊接,位于底部的弯头焊缝在对口过程中 [8] 孙冰妍, 于功志.CO 2 气体保护焊焊接气孔产生的原因
存在较大的内应力,最终造成焊接后焊缝沿最薄弱 与应对方案[J].中国修船,2022,35(5):31-34.
的熔合线位置开裂。 [9] 葛金火.埋弧焊管焊缝气孔及影响因素[J].焊管,
5 结论 2010,33(3):58-62.
[10] 柯浩,张道刚,张东文,等.电站锅炉安全性能检验中承压
(1)安装前检验中目视检测尤为重要,许多设备上 设备重大缺陷分析[J].河北电力技术,2007,26(1):29-31.
的变形、开裂、气孔等缺陷都是通过目视检测发现的。 [11] 刘云,乔凌云,李博锋,等.表面机械损伤对CT110连
因此在安装前检验的无损检测后,对于未检测部位,更 续油管疲劳寿命的影响[J].焊管,2019,42(9):6-11.
重要的是进行目视检测,确保设备缺陷的检出率。 [12] 张民英,尉亚锋.WB36钢弯管工艺评定[J].金属加
(2)在安装前的壁厚检验时,应加强对管件弯管 工(热加工),2011(11):38-39.
背弧壁厚的检测,同时对小于名义厚度的设备要及 [13] 赵贤泰.再热蒸汽热段无缝弯头研究与试制[J].辽宁
时查阅受压元件强度校核计算书,明确对壁厚负偏 工程技术大学学报,2004,23(增刊1):255-257.
[14] 杨旭.WB36钢热处理过程相变过程与组织分析[D].
差、设计壁厚和成品最小需要壁厚的要求,若发现厚
天津:天津大学,2012.
度小于其成品最小需要壁厚时,要及时与电厂及制
[ 15] 李益民,史志刚,蔡连元,等.P91钢主蒸汽管道高硬
造厂沟通解决。
度和低硬度焊缝性能研究[J].热力发电,2007,32(5):
(3)在安装前检验的无损检测(磁粉、超声)时, 89-91.
应重点抽查结构应力较大的部位,例如:集箱的接 [16] 蔡文河,赵卫东,王智春,等.P91钢蒸汽管道软化机理
管座角焊缝、垂直段较长的管系中底部弯头两侧焊 与热处理工艺控制[J].热力发电,2013,42(1):23-25.
53