
Page 61 - 理化检验-物理分册2025年第三期
P. 61
闫敬明:火电机组基建期锅炉金属部件检验典型问题
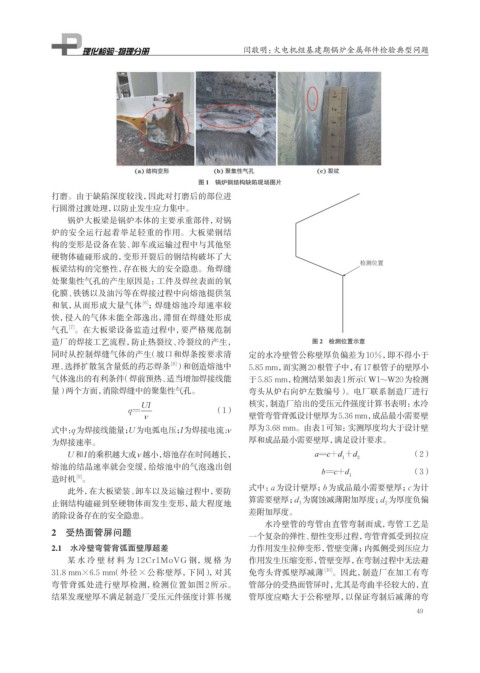
图 1 锅炉钢结构缺陷现场图片
打磨。由于缺陷深度较浅,因此对打磨后的部位进
行圆滑过渡处理,以防止发生应力集中。
锅炉大板梁是锅炉本体的主要承重部件,对锅
炉的安全运行起着举足轻重的作用。大板梁钢结
构的变形是设备在装、卸车或运输过程中与其他坚
硬物体磕碰形成的,变形开裂后的钢结构破坏了大
板梁结构的完整性,存在极大的安全隐患。角焊缝
处聚集性气孔的产生原因是:工件及焊丝表面的氧
化膜、铁锈以及油污等在焊接过程中向熔池提供氢
和氧,从而形成大量气体 ;焊缝熔池冷却速率较
[6]
快,侵入的气体未能全部逸出,滞留在焊缝处形成
[7]
气孔 。在大板梁设备监造过程中,要严格规范制
造厂的焊接工艺流程,防止热裂纹、冷裂纹的产生, 图 2 检测位置示意
同时从控制焊缝气体的产生(坡口和焊条按要求清 定的水冷壁管公称壁厚负偏差为10%,即不得小于
理、选择扩散氢含量低的药芯焊条 )和创造熔池中 5.85 mm,而实测20根管子中,有17根管子的壁厚小
[8]
气体逸出的有利条件(焊前预热、适当增加焊接线能 于5.85 mm,检测结果如表1所示(W1~W20为检测
量)两个方面,消除焊缝中的聚集性气孔。 弯头从炉右向炉左数编号)。电厂联系制造厂进行
UI 核实,制造厂给出的受压元件强度计算书表明:水冷
q = (1)
ν 壁管弯管背弧设计壁厚为5.36 mm,成品最小需要壁
式中: q为焊接线能量; U为电弧电压; I为焊接电流;ν 厚为3.68 mm。由表1可知:实测厚度均大于设计壁
为焊接速率。 厚和成品最小需要壁厚,满足设计要求。
U和I的乘积越大或ν 越小,熔池存在时间越长, (2)
熔池的结晶速率就会变缓,给熔池中的气泡逸出创
b =+cd (3)
造时机 。 1
[9]
此外,在大板梁装、卸车以及运输过程中,要防 式中:a为设计壁厚;b为成品最小需要壁厚;c为计
止钢结构磕碰到坚硬物体而发生变形,最大程度地 算需要壁厚;d 为腐蚀减薄附加厚度;d 为厚度负偏
2
1
差附加厚度。
消除设备存在的安全隐患。
水冷壁管的弯管由直管弯制而成,弯管工艺是
2 受热面管屏问题 一个复杂的弹性、塑性变形过程,弯管背弧受到拉应
2.1 水冷壁弯管背弧面壁厚超差 力作用发生拉伸变形,管壁变薄;内弧侧受到压应力
某水冷壁材料为 12Cr1MoVG 钢,规格为 作用发生压缩变形,管壁变厚,在弯制过程中无法避
31.8 mm×6.5 mm(外径×公称壁厚,下同),对其 免弯头背弧壁厚减薄 [10] 。因此,制造厂在加工有弯
弯管背弧处进行壁厚检测,检测位置如图 2 所示。 管部分的受热面管屏时,尤其是弯曲半径较大的,直
结果发现壁厚不满足制造厂受压元件强度计算书规 管厚度应略大于公称壁厚,以保证弯制后减薄的弯
49