
Page 62 - 理化检验-物理分册2025年第三期
P. 62
闫敬明:火电机组基建期锅炉金属部件检验典型问题
表1 壁厚检测结果 mm 程中的管理,同时对安装前的受热面表面质量进行
检测位置 壁厚 检测位置 壁厚 检测位置 壁厚 100%的目视检测,避免造成管排表面的损伤,及时
发现设备缺陷,消除可能存在的安全隐患。
W1 6.02 W8 5.77 W15 5.70
W2 5.97 W9 5.79 W16 5.64 3 集箱问题
W3 5.95 W10 5.77 W17 5.72
3.1 高温过热器集箱接管局部凸起
W4 5.78 W11 5.65 W18 5.54
对某高温过热器集箱进行目视检测,集箱本体
W5 5.65 W12 5.64 W19 5.66
材料为SA-335P91,规格为508 mm×90 mm,接管材
W6 5.62 W13 5.76 W20 5.81 料为SA-213T92,规格为54 mm×8.5 mm、45 mm×
W7 5.61 W14 5.65 7 mm。发现第 4 屏管排第 3 根管子弯管位置存在
局部凸起[见图5(a)、5(b)]。经硬度测试,发现凸
管背弧壁厚满足设计要求。
起处[见图 5(c)位置 1]的硬度平均值约为 255 HB
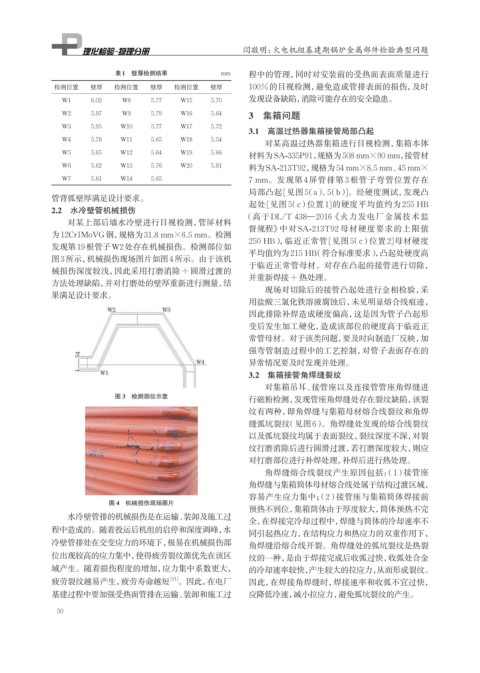
2.2 水冷壁管机械损伤
(高于DL/T 438—2016《火力发电厂金属技术监
对某上部后墙水冷壁进行目视检测,管屏材料
督规程》中对SA-213T92 母材硬度要求的上限值
为12Cr1MoVG钢, 规格为31.8 mm×6.5 mm。检测
250 HB),临近正常管[见图 5(c)位置 2]母材硬度
发现第19根管子W2处存在机械损伤。检测部位如
平均值约为215 HB(符合标准要求),凸起处硬度高
图3所示,机械损伤现场图片如图4所示。由于该机
于临近正常管母材。对存在凸起的接管进行切除,
械损伤深度较浅,因此采用打磨消除+圆滑过渡的
并重新焊接+热处理。
方法处理缺陷,并对打磨处的壁厚重新进行测量,结
现场对切除后的接管凸起处进行金相检验,采
果满足设计要求。
用盐酸三氯化铁溶液腐蚀后,未见明显熔合线痕迹,
因此排除补焊造成硬度偏高,这是因为管子凸起形
变后发生加工硬化,造成该部位的硬度高于临近正
常管母材。对于该类问题,要及时向制造厂反映,加
强弯管制造过程中的工艺控制,对管子表面存在的
异常情况要及时发现并处理。
3.2 集箱接管角焊缝裂纹
对集箱吊耳、接管座以及连接管管座角焊缝进
图 3 检测部位示意 行磁粉检测,发现管座角焊缝处存在裂纹缺陷,该裂
纹有两种,即角焊缝与集箱母材熔合线裂纹和角焊
缝弧坑裂纹(见图6)。角焊缝处发现的熔合线裂纹
以及弧坑裂纹均属于表面裂纹,裂纹深度不深,对裂
纹打磨消除后进行圆滑过渡,若打磨深度较大,则应
对打磨部位进行补焊处理,补焊后进行热处理。
角焊缝熔合线裂纹产生原因包括:(1) 接管座
角焊缝与集箱筒体母材熔合线处属于结构过渡区域,
容易产生应力集中;(2) 接管座与集箱筒体焊接前
图 4 机械损伤现场图片
预热不到位,集箱筒体由于厚度较大,筒体预热不完
水冷壁管排的机械损伤是在运输、装卸及施工过
全,在焊接完冷却过程中,焊缝与筒体的冷却速率不
程中造成的。随着投运后机组的启停和深度调峰,水 同引起热应力,在结构应力和热应力的双重作用下,
冷壁管排处在交变应力的环境下,极易在机械损伤部 角焊缝沿熔合线开裂。角焊缝处的弧坑裂纹是热裂
位出现较高的应力集中,使得疲劳裂纹源优先在该区 纹的一种,是由于焊接完成后收弧过快,收弧处合金
域产生。随着损伤程度的增加,应力集中系数更大, 的冷却速率较快,产生较大的拉应力,从而形成裂纹。
疲劳裂纹越易产生,疲劳寿命越短 [11] 。因此,在电厂 因此,在焊接角焊缝时,焊接速率和收弧不宜过快,
基建过程中要加强受热面管排在运输、装卸和施工过 应降低冷速,减小拉应力,避免弧坑裂纹的产生。
50