
Page 35 - 理化检验-物理分册2025年第三期
P. 35
蔺卫平,等:X80钢管环焊缝接头的显微组织与力学性能
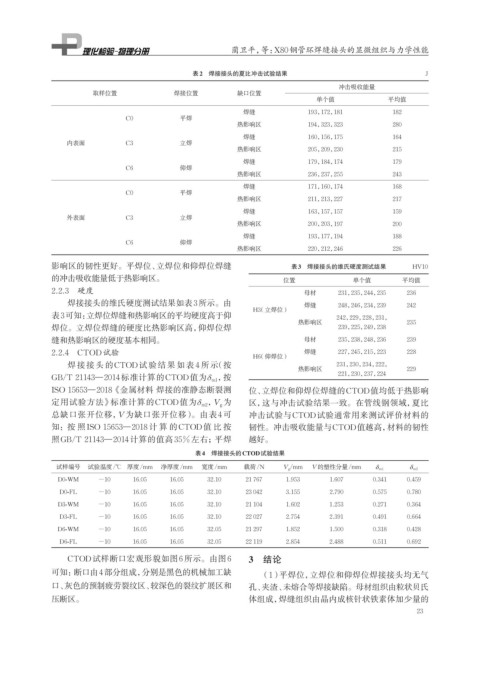
表2 焊接接头的夏比冲击试验结果 J
冲击吸收能量
取样位置 焊接位置 缺口位置
单个值 平均值
焊缝 193,172,181 182
C0 平焊
热影响区 194,323,323 280
焊缝 160,156,175 164
内表面 C3 立焊
热影响区 205,209,230 215
焊缝 179,184,174 179
C6 仰焊
热影响区 236,237,255 243
焊缝 171,160,174 168
C0 平焊
热影响区 211,213,227 217
焊缝 163,157,157 159
外表面 C3 立焊
热影响区 200,203,197 200
焊缝 193,177,194 188
C6 仰焊
热影响区 220,212,246 226
影响区的韧性更好。平焊位、立焊位和仰焊位焊缝 表3 焊接接头的维氏硬度测试结果 HV10
的冲击吸收能量低于热影响区。 位置 单个值 平均值
2.2.3 硬度 母材 231,235,244,235 236
焊接接头的维氏硬度测试结果如表3所示。由 焊缝 248,246,234,239 242
H3(立焊位)
表3可知: 立焊位焊缝和热影响区的平均硬度高于仰 242,229,228,231,
热影响区 235
焊位。立焊位焊缝的硬度比热影响区高,仰焊位焊 239,225,249,238
缝和热影响区的硬度基本相同。 母材 235,238,248,236 239
2.2.4 CTOD试验 焊缝 227,245,215,223 228
H6(仰焊位)
焊接接头的CTOD试验结果如表 4 所 示(按 231,230,234,222,
热影响区 229
GB/T 21143—2014 标准计算的CTOD值为δ m1 ,按 221,230,237,224
ISO 15653—2018《金属材料 焊接的准静态断裂测 位、立焊位和仰焊位焊缝的CTOD值均低于热影响
定用试验方法》标准计算的CTOD值为δ m2 , V g 为 区,这与冲击试验结果一致。在管线钢领域,夏比
总缺口张开位移, V为缺口张开位移)。由表 4 可 冲击试验与CTOD试验通常用来测试评价材料的
知:按 照ISO 15653—2018 计算的CTOD值比按 韧性。冲击吸收能量与CTOD值越高,材料的韧性
照GB/T 21143—2014计算的值高 35%左右;平焊 越好。
表4 焊接接头的CTOD试验结果
试样编号 试验温度/℃ 厚度/mm 净厚度/mm 宽度/mm 载荷/N V g /mm V的塑性分量/mm δ m1 δ m2
D0-WM -10 16.05 16.05 32.10 21 767 1.953 1.607 0.341 0.459
D0-FL -10 16.05 16.05 32.10 23 042 3.155 2.790 0.575 0.780
D3-WM -10 16.05 16.05 32.10 21 104 1.602 1.253 0.271 0.364
D3-FL -10 16.05 16.05 32.10 22 027 2.754 2.391 0.491 0.664
D6-WM -10 16.05 16.05 32.05 21 297 1.852 1.500 0.318 0.428
D6-FL -10 16.05 16.05 32.05 22 119 2.854 2.488 0.511 0.692
CTOD试样断口宏观形貌如图6所示。由图6 3 结论
可知:断口由4部分组成,分别是黑色的机械加工缺 (1)平焊位,立焊位和仰焊位焊接接头均无气
口、灰色的预制疲劳裂纹区、较深色的裂纹扩展区和 孔、夹渣、未熔合等焊接缺陷。母材组织由粒状贝氏
压断区。 体组成,焊缝组织由晶内成核针状铁素体加少量的
23