
Page 65 - 理化检验-物理分册2024年第十二期
P. 65
韩北方,等:HRB500aE钢筋边部封闭圈处组织的分析与判定
边部异常组织类型,并对异常组织的产生原因进行 1.2.2 试样宏观形貌
了分析,以期为轧钢工艺的调整提供支持。 3种工艺生产试样的宏观形貌如图1所示。由
1.1 力学性能测试 图1可知: 第1种工艺下试样1-1和1-3形成了明显的
采用3种不同的工艺对试制产品进行轧制,3种 不同于内部区域衬度的封闭圈,1-2和1-4试样的圈
未封闭;第2种工艺下的4个试样均出现未封闭的圈,
轧制工艺参数如表1所示。各取每种工艺产品的4
较第1种工艺出现未封闭圈的情况,第2种工艺下的
支试样进行拉伸试验,分别将试样编号为1-1,1-2,
试样仅在横肋和纵肋部位出现不同于内部区域衬度
1-3,1-4,2-1,2-2,2-3,2-4,3-1,3-2,3-3,3-4,对这些
的情况;第3种工艺下的4个试样衬度均匀一致,未
出现封闭圈。
试样进行力学性能测试,结果如表 2所示,其中R m
为抗拉强度, R eL 为屈服强度。由表2可知:3种工艺
1.2.3 试样心部显微组织
产品的试验结果均满足GB/T 1499.2—2018的要求
3种工艺生产试样心部显微组织形貌如图2所
和内控要求。 示。由图2可知:心部组织为铁素体+珠光体。进
表1 3种轧制工艺参数 ℃ 一步采用比较法检测晶粒度,得到第1种和第2种工
工艺编号 开轧温度 精轧温度 上冷床温度 艺生产试样的晶粒度为9.5级,第3种工艺试样的晶
1 1 070~1 100 950~970 840~870 粒度为9.0级。
2 1 050~1 080 900~940 800~840 1.2.4 试样边部显微组织
3 1 050~1 080 910~940 830~840 3种工艺生产试样边部显微组织形貌如图 3所
示。由图3可知:第1种工艺生产试样边部为回火组
1.2 金相检验
织,试样1-1、1-3、1-4中回火马氏体较多,试样1-2中
1.2.1 试样制备
有回火索氏体 ,还有一些珠光体,总体可判断该试
[1]
使用带锯床对牌号为HRB500aE,直径为40 mm
样边部为回火组织;第2种工艺生产试样2-1、2-3边
的试样进行锯切,再分别使用粒度为240,320,800, 部组织为铁素体+珠光体+贝氏体+少量魏氏组
1 200目(1目=25.4 mm)的砂纸对试样进行粗磨、 织,试样2-2、2-4边部组织为回火马氏体;第3种工
细磨,接着对试样进行抛光,最后使用体积分数为 艺生产试样边部组织为铁素体+珠光体。
4%的硝酸乙醇溶液对试样进行腐蚀,将制备好的金 1.3 维氏硬度测试
相试样置于光学显微镜下观察。 按标准GB/T 1499.2—2018规定,当试样出现
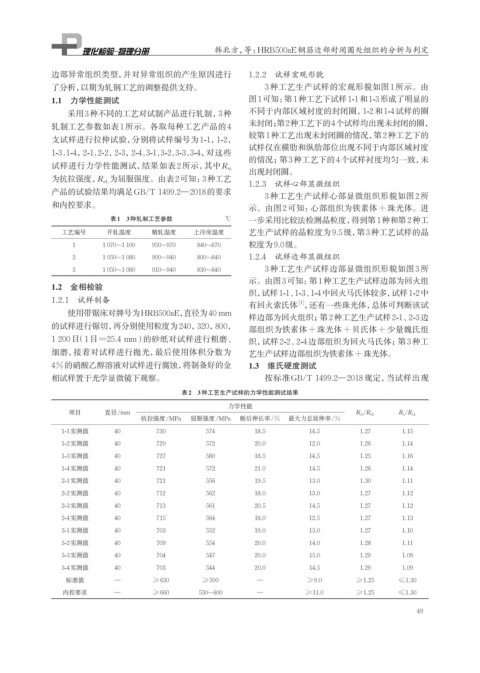
表2 3种工艺生产试样的力学性能测试结果
力学性能
项目 直径/mm R m /R eL R e /R eL
抗拉强度/MPa 屈服强度/MPa 断后伸长率/% 最大力总延伸率/%
1-1实测值 40 730 574 18.5 14.5 1.27 1.15
1-2实测值 40 720 572 20.0 12.0 1.26 1.14
1-3实测值 40 727 580 18.5 14.5 1.25 1.16
1-4实测值 40 721 572 21.0 14.5 1.26 1.14
2-1实测值 40 721 556 19.5 13.0 1.30 1.11
2-2实测值 40 712 562 18.0 13.0 1.27 1.12
2-3实测值 40 713 561 20.5 14.5 1.27 1.12
2-4实测值 40 715 564 18.0 12.5 1.27 1.13
3-1实测值 40 703 552 19.0 13.0 1.27 1.10
3-2实测值 40 709 554 20.0 14.0 1.28 1.11
3-3实测值 40 704 547 20.0 15.0 1.29 1.09
3-4实测值 40 703 544 20.0 14.5 1.29 1.09
标准值 — ≥630 ≥500 — ≥9.0 ≥1.25 ≤1.30
内控要求 — ≥660 530~600 — ≥11.0 ≥1.25 ≤1.30
49