
Page 31 - 理化检验-物理分册2024年第十一期
P. 31
栾兆亮,等:热轧SM490钢板力学性能不合格原因
1.3 工艺调查
为了进一步查找原因,对该批次产品的工艺进
行调查,其中轧制温度控制情况如表2所示。
表2 轧制温度控制情况 ℃
精轧终轧
粗轧开轧 实际精轧 卷取温度 实际卷取
项目 温度控制
温度 终轧温度 控制范围 温度
范围
温度 1 110 820~860 880 525~565 560
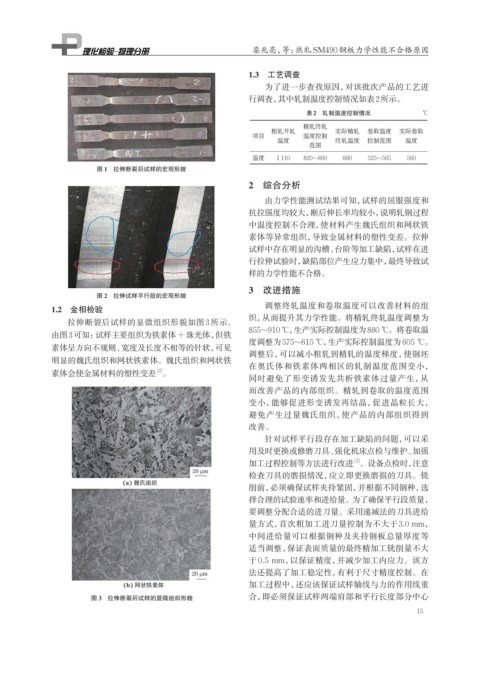
图 1 拉伸断裂后试样的宏观形貌
2 综合分析
由力学性能测试结果可知,试样的屈服强度和
抗拉强度均较大,断后伸长率均较小,说明轧钢过程
中温度控制不合理,使材料产生魏氏组织和网状铁
素体等异常组织,导致金属材料的塑性变差。拉伸
试样中存在明显的沟槽、台阶等加工缺陷,试样在进
行拉伸试验时,缺陷部位产生应力集中,最终导致试
样的力学性能不合格。
3 改进措施
图 2 拉伸试样平行段的宏观形貌
调整终轧温度和卷取温度可以改善材料的组
1.2 金相检验
织,从而提升其力学性能。将精轧终轧温度调整为
拉伸断裂后试样的显微组织形貌如图 3所示。
855~910 ℃, 生产实际控制温度为880 ℃。将卷取温
由图3可知: 试样主要组织为铁素体+珠光体,但铁
度调整为575~615 ℃, 生产实际控制温度为605 ℃。
素体呈方向不规则、宽度及长度不相等的针状,可见
调整后,可以减小粗轧到精轧的温度梯度,使钢坯
明显的魏氏组织和网状铁素体。魏氏组织和网状铁
在奥氏体和铁素体两相区的轧制温度范围变小,
[2]
素体会使金属材料的塑性变差 。
同时避免了形变诱发先共析铁素体过量产生,从
而改善产品的内部组织。精轧到卷取的温度范围
变小,能够促进形变诱发再结晶,促进晶粒长大,
避免产生过量魏氏组织,使产品的内部组织得到
改善。
针对试样平行段存在加工缺陷的问题,可以采
用及时更换或修磨刀具、强化机床点检与维护、加强
加工过程控制等方法进行改进 。设备点检时,注意
[3]
检查刀具的磨损情况,应立即更换磨损的刀具。铣
削前,必须确保试样夹持紧固,并根据不同钢种,选
择合理的试验速率和进给量。为了确保平行段质量,
要调整分配合适的进刀量。采用递减法的刀具进给
量方式,首次粗加工进刀量控制为不大于3.0 mm,
中间进给量可以根据钢种及夹持钢板总量厚度等
适当调整,保证表面质量的最终精加工铣削量不大
于 0.5 mm,以保证精度,并减少加工内应力。该方
法还提高了加工稳定性,有利于尺寸精度控制。在
加工过程中,还应该保证试样轴线与力的作用线重
图 3 拉伸断裂后试样的显微组织形貌 合,即必须保证试样两端肩部和平行长度部分中心
15