
Page 90 - 理化检验-物理分册2024年第十期
P. 90
何 君,等:核燃料组件用冷拉弹簧丝绕制断裂原因
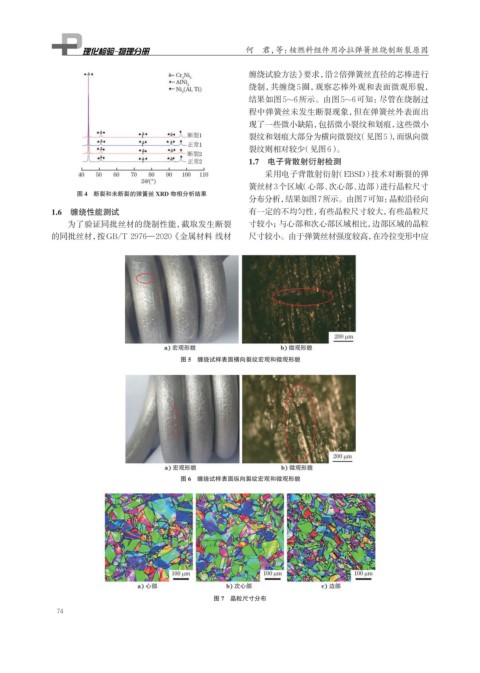
缠绕试验方法》要求,沿2倍弹簧丝直径的芯棒进行
绕制,共缠绕5圈,观察芯棒外观和表面微观形貌,
结果如图5~6所示。由图5~6可知:尽管在绕制过
程中弹簧丝未发生断裂现象,但在弹簧丝外表面出
现了一些微小缺陷,包括微小裂纹和划痕,这些微小
裂纹和划痕大部分为横向微裂纹(见图5),而纵向微
裂纹则相对较少(见图6)。
1.7 电子背散射衍射检测
采用电子背散射衍射(EBSD)技术对断裂的弹
簧丝材3个区域 (心部、次心部、边部)进行晶粒尺寸
图 4 断裂和未断裂的弹簧丝 XRD 物相分析结果
分布分析,结果如图7所示。由图7可知: 晶粒沿径向
1.6 缠绕性能测试 有一定的不均匀性,有些晶粒尺寸较大,有些晶粒尺
为了验证同批丝材的绕制性能,截取发生断裂 寸较小;与心部和次心部区域相比,边部区域的晶粒
的同批丝材,按GB/T 2976—2020《金属材料 线材 尺寸较小。由于弹簧丝材强度较高,在冷拉变形中应
图 5 缠绕试样表面横向裂纹宏观和微观形貌
图 6 缠绕试样表面纵向裂纹宏观和微观形貌
图 7 晶粒尺寸分布
74