
Page 49 - 理化检验-物理分册2024年第四期
P. 49
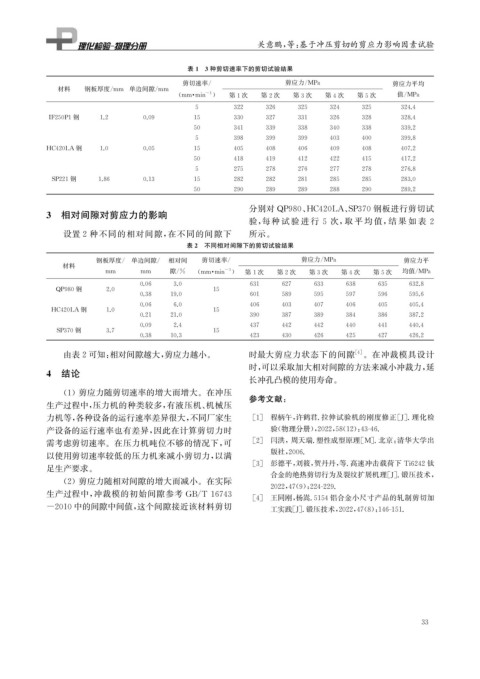
关意鹏, 等: 基于冲压剪切的剪应力影响因素试验
表1 3种剪切速率下的剪切试验结果
剪切速率 / 剪应力 / MPa 剪应力平均
材料 钢板厚度 / mm 单边间隙 / mm
( mm · min ) 第1次 第2次 第3次 第4次 第5次 值 / MPa
-1
5 322 326 325 324 325 324.4
IF250P1钢 1.2 0.09 15 330 327 331 326 328 328.4
50 341 339 338 340 338 339.2
5 398 399 399 403 400 399.8
HC420LA 钢 1.0 0.05 15 405 408 406 409 408 407.2
50 418 419 412 422 415 417.2
5 275 278 276 277 278 276.8
SP221钢 1.86 0.13 15 282 282 281 285 285 283.0
50 290 289 289 288 290 289.2
分别对 QP980 、 HC420LA 、 SP370钢板进行剪切试
3 相对间隙对剪应力的影响
验, 每 种 试 验 进 行 5 次, 取 平 均 值, 结 果 如 表 2
设置2 种不同的相对间隙, 在不同的间隙下 所示。
表2 不同相对间隙下的剪切试验结果
钢板厚度 / 单边间隙 / 相对间 剪切速率 / 剪应力 / MPa 剪应力平
材料
-1
mm mm 隙 / % ( mm · min ) 第1次 第2次 第3次 第4次 第5次 均值 / MPa
0.06 3.0 631 627 633 638 635 632.8
QP980钢 2.0 15
0.38 19.0 601 589 595 597 596 595.6
0.06 6.0 406 403 407 406 405 405.4
HC420LA 钢 1.0 15
0.21 21.0 390 387 389 384 386 387.2
0.09 2.4 437 442 442 440 441 440.4
SP370钢 3.7 15
0.38 10.3 423 430 426 425 427 426.2
由表2可知: 相对间隙越大, 剪应力越小。 时最大剪应力状态下的间隙 [ 4 ] 。在冲裁模具设计
时, 可以采取加大相对间隙的方法来减小冲裁力, 延
4 结论
长冲孔凸模的使用寿命。
( 1 )剪应力随剪切速率的增大而增大。在冲压
参考文献:
生产过程中, 压力机的种类较多, 有液压机、 机械压
力机等, 各种设备的运行速率差异很大, 不同厂家生 [ 1 ] 程柄午, 许鹤君. 拉伸试验机的刚度修正[ J ] . 理化检
产设备的运行速率也有差异, 因此在计算剪切力时 验( 物理分册), 2022 , 58 ( 12 ): 43-46.
需考虑剪切速率。在压力机吨位不够的情况下, 可 [ 2 ] 闫洪, 周天瑞. 塑性成型原理[ M ] . 北京: 清华大学出
以使用剪切速率较低的压力机来减小剪切力, 以满 版社, 2006.
[ 3 ] 彭德平, 刘筱, 贺丹丹, 等. 高速冲击载荷下 Ti6242钛
足生产要求。
合金的绝热剪切行为及裂纹扩展机理[ J ] . 锻压技术,
( 2 )剪应力随相对间隙的增大而减小。在实际
2022 , 47 ( 9 ): 224-229.
生产过程中, 冲裁模的初始间隙参考 GB / T16743
[ 4 ] 王同刚, 杨嵩.5154铝合金小尺寸产品的轧制剪切加
-2010中的间隙中间值, 这个间隙接近该材料剪切 工实践[ J ] . 锻压技术, 2022 , 47 ( 8 ): 146-151.
3
3