
Page 83 - 理化检验-物理分册2024年第三期
P. 83
DOI : 10.11973 / lh jy -wl202403018
某房车用少片簧断裂原因
刘 鹏,王 磊
( 南京依维柯汽车有限公司,南京 211806 )
摘 要: 在对某房车进行可靠性路试过程中, 其少片簧发生断裂现象。采用宏观观察、 化学成分
分析、 硬度测试、 金相检验、 扫描电镜分析等方法对少片簧断裂的原因进行分析。结果表明: 少片簧
表面存在局部折叠, 在路试过程中, 其表面产生了应力集中, 使裂纹萌生并扩展, 最终导致少片簧
断裂。
关键词: 少片簧;疲劳断裂;局部折叠;喷丸工艺;应力集中
中图分类号: TB31 ; TG115.2 文献标志码: B 文章编号: 1001-4012 ( 2024 ) 03-0071-04
Reasonsforthefractureofaless-leafs p rin g usedinacertaintourin g car
,
LIUPen g WANGLei
( NAVECO , Ltd. , Nan j in g211806 , China )
Abstract : Durin g thereliabilit y roadtestofacertaintourin gcar , itwasfoundthattheless-leafs p rin ghad
broken.Thecauseofthefractureoftheless-leafs p rin g wasanla y zed b y mac rosco p icobservation , chemical
com p ositionanal y sis , hardnesstestin g , metallo g ra p hicexamination , scannin gelectron microsco pyanal y sis.The
resultsshow thatthere werelocalfoldsonthesurfaceoftheless-leafs p rin g .Durin gtheroadtest , stress
concentrationwasg eneratedonitssurface , whichp romotedtheinitiationandp ro p a g ationofcracks , ultimatel y led
tothefractureoftheless-leaf s p rin g .
Ke y words : less-leafs p rin g ; fati g uefracture ; localfoldin g ; shot p eenin gp rocess ; stressconcentration
在某房车用少片簧安装后的道路试验过程中, 试
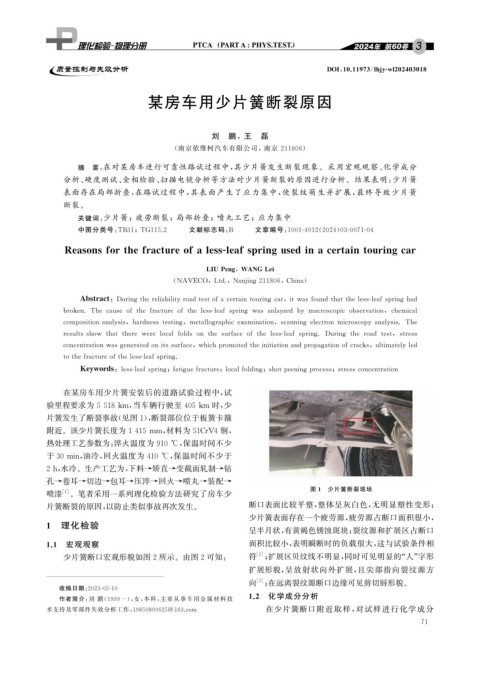
验里程要求为5518km , 当车辆行驶至405km 时, 少
片簧发生了断裂事故( 见图1 ), 断裂部位位于板簧卡箍
附近。该少片簧长度为1415mm , 材料为51CrV4钢,
热处理工艺参数为: 淬火温度为910℃ , 保温时间不少
于30min , 油冷, 回火温度为410 ℃ , 保温时间不少于
2h , 水冷。生产工艺为, 下料→矫直→变截面轧制→钻
孔→卷耳→切边→包耳→压淬→回火→喷丸→装配→
图 1 少片簧断裂现场
[ 1 ]
喷漆 。笔者采用一系列理化检验方法研究了房车少
片簧断裂的原因, 以防止类似事故再次发生。 断口表面比较平整, 整体呈灰白色, 无明显塑性变形;
少片簧表面存在一个疲劳源, 疲劳源占断口面积很小,
1 理化检验 呈半月状, 有黄褐色锈蚀斑块; 裂纹源和扩展区占断口
1.1 宏观观察 面积比较小, 表明瞬断时的负载很大, 这与试验条件相
[ 2 ]
少片簧断口宏观形貌如图2所示。由图2可知: 符 ; 扩展区贝纹线不明显, 同时可见明显的“ 人” 字形
扩展形貌, 呈放射状向外扩展, 且尖部指向裂纹源方
[ 3 ]
向 ; 在远离裂纹源断口边缘可见剪切唇形貌。
收稿日期: 2023-05-10
作者简介: 刘 鹏( 1999- ), 女, 本科, 主要从事车用金属材料技 1.2 化学成分分析
在少片簧断口附近取样, 对试样进行化学成分
术支持及零部件失效分析工作, 19850800625@163.com
7 1