
Page 77 - 理化检验-物理分册2024年第三期
P. 77
赵海生, 等: DC03 钢点焊未焊合缺陷的产生原因
1.2 力学性能测试
试样 1 , 2 的力学性能测试结果如表 2 所示。由
表2 可知: 试样 1 的屈服强度较高, 抗拉强度较高,
断后伸长率偏低。屈服强度与晶粒饼形度和平整工
艺相关, 对焊接性能不产生直接影响, 而抗拉强度和
断后伸长率受材料的化学成分和组织的影响, 高强
度、 低塑性的材料在冲压变形时易产生加工硬化现
象, 使材料的硬度变大。
表 2 试样 1 , 2 的力学性能测试结果
试样 屈服强 抗拉强 断后伸 加工硬化 塑性应
编号 度 / MPa 度 / MPa 长率 / % 指数 变比
1 195 338 35.0 0.218 1.587
2 185 316 41.5 0.205 1.592
试样 1 , 2 表面硬度的测试结果如图 1 所示, 截
面硬度测试结果如图 2 所示。由图 1 , 2 可知: 试样
1 整体硬度较高, 导致工件与工件之间、 工件与电极
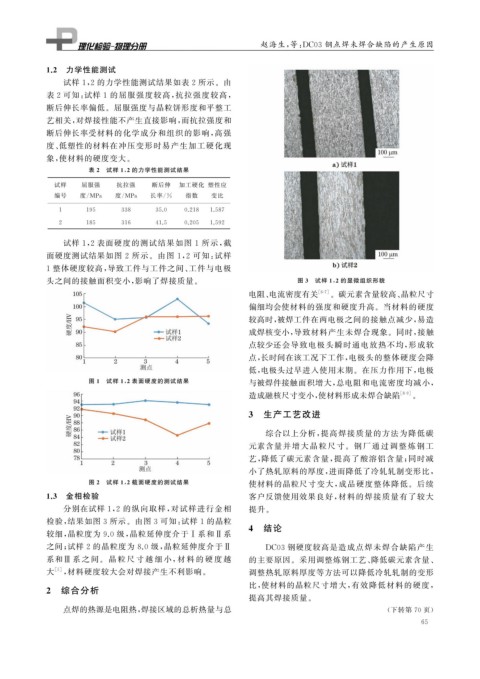
头之间的接触面积变小, 影响了焊接质量。 图 3 试样 1 , 2 的显微组织形貌
电阻、 电流密度有关 [ 6-7 ] 。碳元素含量较高、 晶粒尺寸
偏细均会使材料的强度和硬度升高。当材料的硬度
较高时, 被焊工件在两电极之间的接触点减少, 易造
成焊核变小, 导致材料产生未焊合现象。同时, 接触
点较少还会导致电极头瞬时通电放热不均, 形成软
点, 长时间在该工况下工作, 电极头的整体硬度会降
低, 电极头过早进入使用末期。在压力作用下, 电极
图 1 试样 1 , 2 表面硬度的测试结果 与被焊件接触面积增大, 总电阻和电流密度均减小,
造成融核尺寸变小, 使材料形成未焊合缺陷 [ 8-9 ] 。
3 生产工艺改进
综合以上分析, 提高焊接质量的方法为降低碳
元素含量并增大晶粒尺寸。钢厂通过调整炼钢工
艺, 降低了碳元素含量, 提高了酸溶铝含量; 同时减
小了热轧原料的厚度, 进而降低了冷轧轧制变形比,
图 2 试样 1 , 2 截面硬度的测试结果 使材料的晶粒尺寸变大, 成品硬度整体降低。后续
1.3 金相检验 客户反馈使用效果良好, 材料的焊接质量有了较大
分别在试样 1 , 2 的纵向取样, 对试样进行金相 提升。
检验, 结果如图 3 所示。由图 3 可知: 试样 1 的晶粒
较细, 晶粒度为 9.0 级, 晶粒延伸度介于 Ⅰ 系和 Ⅱ 系 4 结论
DC03 钢硬度较高是造成点焊未焊合缺陷产生
之间; 试样 2 的晶粒度为 8.0 级, 晶粒延伸度介于 Ⅱ
系和 Ⅲ 系 之 间。 晶 粒 尺 寸 越 细 小, 材 料 的 硬 度 越 的主要原因。采用调整炼钢工艺、 降低碳元素含量、
大 [ 5 ] , 材料硬度较大会对焊接产生不利影响。 调整热轧原料厚度等方法可以降低冷轧轧制的变形
比, 使材料的晶粒尺寸增大, 有效降低材料的硬度,
2 综合分析
提高其焊接质量。
点焊的热源是电阻热, 焊接区域的总析热量与总 ( 下转第 70 页)
6 5