
Page 73 - 理化检验-物理分册2024年第三期
P. 73
翁文渊, 等: 离心浇铸复合机筒双金属层开裂原因
样 2 基体的主要化学成分符合技术要求, 试样 1 和
1 理化检验
试样 2 双金属层的主要化学成分与供应商的配方
1.1 低倍组织检验 吻合。
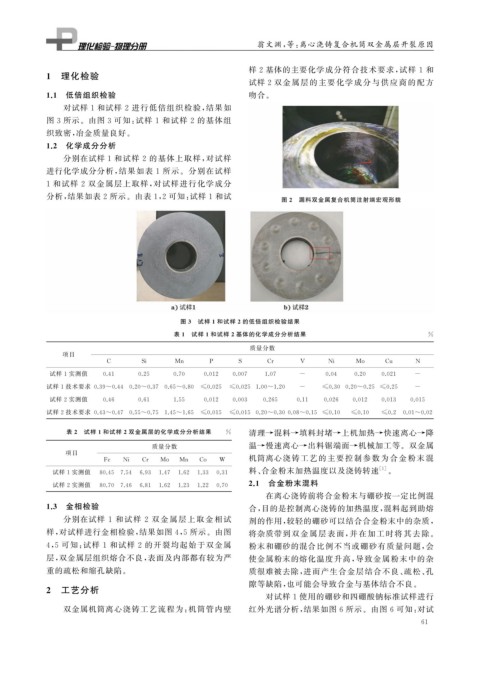
对试样 1 和试样 2 进行低倍组织检验, 结果如
图 3 所示。由图 3 可知: 试样 1 和试样 2 的基体组
织致密, 冶金质量良好。
1.2 化学成分分析
分别在试样 1 和试样 2 的基体上取样, 对试样
进行化学成分分析, 结果如表 1 所示。分别在试样
1 和试样 2 双金属层上取样, 对试样进行化学成分
分析, 结果如表 2 所示。由表 1 , 2 可知: 试样 1 和试 图 2 漏料双金属复合机筒注射端宏观形貌
图 3 试样 1 和试样 2 的低倍组织检验结果
表 1 试样 1 和试样 2 基体的化学成分分析结果 %
质量分数
项目
C Si Mn P S Cr V Ni Mo Cu N
试样 1 实测值 0.41 0.25 0.70 0.012 0.007 1.07 - 0.04 0.20 0.021 -
试样 1 技术要求 0.39~0.44 0.20~0.37 0.65~0.80 ≤0.025 ≤0.025 1.00~1.20 - ≤0.30 0.20~0.25 ≤0.25 -
试样 2 实测值 0.46 0.61 1.55 0.012 0.003 0.265 0.11 0.026 0.012 0.013 0.015
试样 2 技术要求 0.43~0.47 0.55~0.75 1.45~1.65 ≤0.015 ≤0.015 0.20~0.300.08~0.15 ≤0.10 ≤0.10 ≤0.2 0.01~0.02
表 2 试样 1 和试样 2 双金属层的化学成分分析结果 % 清理 → 混料 → 填料封堵 → 上机加热 → 快速离心 → 降
质量分数 温 → 慢速离心 → 出料锯端面 → 机械加工等。双金属
项目
Fe Ni Cr Mo Mn Co W 机筒离心浇铸工艺的主要控制参数为合金粉末混
试样 1 实测值 80.45 7.54 6.93 1.47 1.62 1.33 0.31 料、 合金粉末加热温度以及浇铸转速 [ 1 ] 。
试样 2 实测值 80.70 7.46 6.81 1.62 1.23 1.22 0.70 2.1 合金粉末混料
在离心浇铸前将合金粉末与硼砂按一定比例混
1.3 金相检验 合, 目的是控制离心浇铸的加热温度, 混料起到助熔
分别在试样 1 和试样 2 双金属层上取 金相试 剂的作用, 较轻的硼砂可以结合合金粉末中的杂质,
样, 对试样进行金相检验, 结果如图 4 , 5 所示。由图 将杂质带到双金属层表面, 并在加工时将其去除。
4 , 5 可知: 试样 1 和试样 2 的开裂均起始于双金属 粉末和硼砂的混合比例不当或硼砂有质量问题, 会
层, 双金属层组织熔合不良, 表面及内部都有较为严 使金属粉末的熔化温度升高, 导致金属粉末中的杂
重的疏松和缩孔缺陷。 质很难被去除, 进而产生合金层结合不良、 疏松、 孔
隙等缺陷, 也可能会导致合金与基体结合不良。
2 工艺分析
对试样 1 使用的硼砂和四硼酸钠标准试样进行
双金属机筒离心浇铸工艺流程为: 机筒管内壁 红外光谱分析, 结果如图 6 所示。由图 6 可知: 对试
6 1