
Page 74 - 理化检验-物理分册2024年第三期
P. 74
翁文渊, 等: 离心浇铸复合机筒双金属层开裂原因
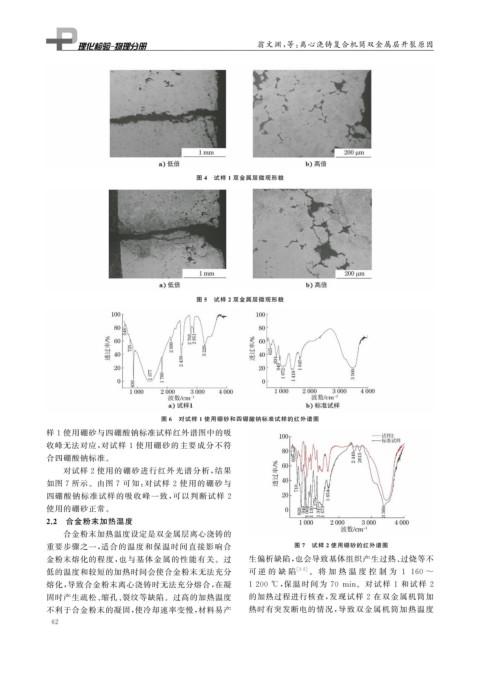
图 4 试样 1 双金属层微观形貌
图 5 试样 2 双金属层微观形貌
图 6 对试样 1 使用硼砂和四硼酸钠标准试样的红外谱图
样 1 使用硼砂与四硼酸钠标准试样红外谱图中的吸
收峰无法对应, 对试样 1 使用硼砂的主要成分不符
合四硼酸钠标准。
对试样 2 使用的硼砂进行红外光谱分析, 结果
如图 7 所示。由图 7 可知: 对试样 2 使用的硼砂与
四硼酸钠标准试样的吸收峰一致, 可以判断试样 2
使用的硼砂正常。
2.2 合金粉末加热温度
合金粉末加热温度设定是双金属层离心浇铸的
重要步骤之一, 适合的温度和保温时间直接影响合 图 7 试样 2 使用硼砂的红外谱图
金粉末熔化的程度, 也与基体金属的性能有关。过 生偏析缺陷, 也会导致基体组织产生过热、 过烧等不
低的温度和较短的加热时间会使合金粉末无法充分 可 逆 的 缺 陷 [ 1-2 ] 。 将 加 热 温 度 控 制 为 1 160~
熔化, 导致合金粉末离心浇铸时无法充分熔合, 在凝 1200 ℃ , 保温时间为 70 min 。对试样 1 和试样 2
固时产生疏松、 缩孔、 裂纹等缺陷。过高的加热温度 的加热过程进行核查, 发现试样 2 在双金属机筒加
不利于合金粉末的凝固, 使冷却速率变慢, 材料易产 热时有突发断电的情况, 导致双金属机筒加热温度
6 2